
Kraftig CNC-borrfräsmaskin

CNC-borr- och fräsmaskin
Höghastighets CNC-borr- och fräsmaskin
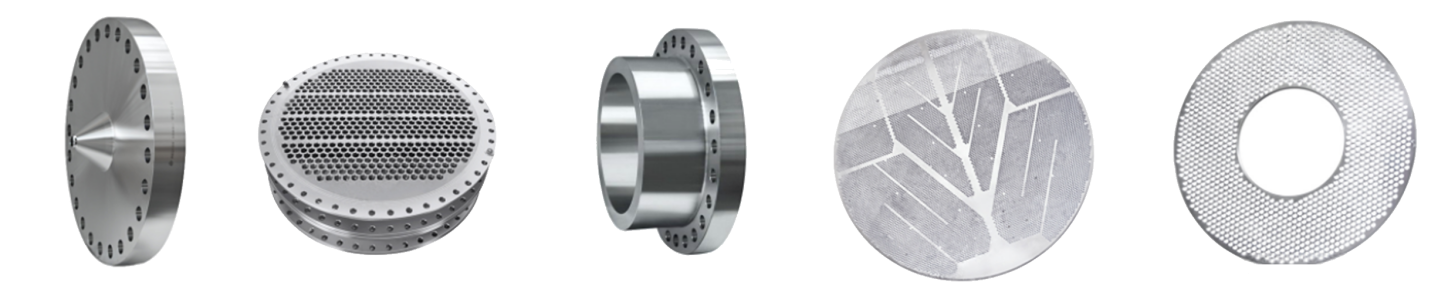
Maskinapplikation
CNC-borr- och fräsmaskiner används främst för effektiv borrning av arbetsstycken med tjocklekar inom det effektiva området såsom plåtar, flänsar, skivor och ringar.Genomgående hål och blinda hål kan borras på olika typer av material.Maskinen är digitalt styrd med enkel manövrering.Det kan uppnå automatisering, hög precision, flera varianter, massproduktion.
För att möta olika användares bearbetningsbehov har vårt företag utvecklat en mängd olika maskiner.Förutom konventionella modeller kan den också anpassas efter kundernas faktiska behov.
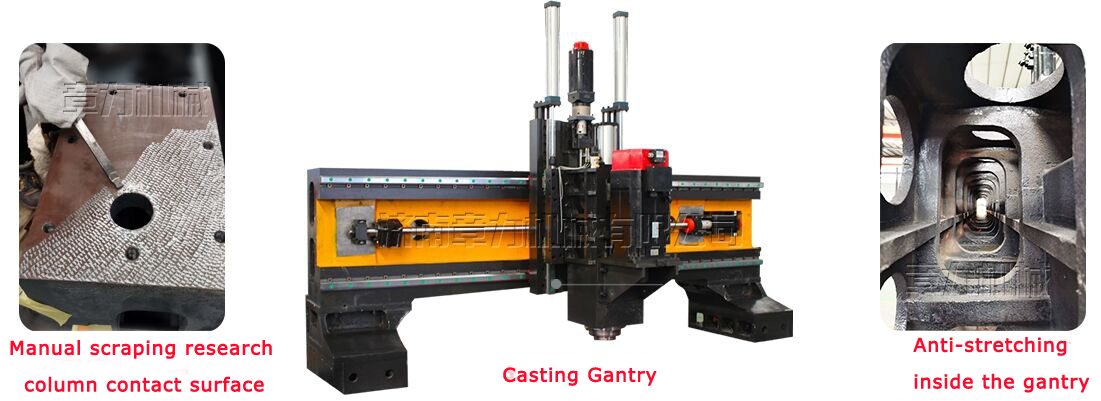
Maskinens struktur
Denna utrustning består huvudsakligen av sängbord, rörlig portal, rörlig glidsadel, borr- och frässpindel, automatisk smörjanordning och skyddsanordning, cirkulerande kylanordning, CNC-styrsystem, elektriskt system och så vidare.Stödet och styrningen av den rullande linjestyrningen och precisionsledskruven har maskinen hög positioneringsnoggrannhet och upprepad positioneringsnoggrannhet.
1)Arbetsbord:
Arbetsbordet antar en gjutstruktur, och planet har en T-spår med en rimlig finish för fastspänning av arbetsstycken.Ovanför sängen är T-spår anordnade.Drivsystemet använder AC-servomotor och precisionskulskruv för att driva på båda sidor för att få portalen att röra sig i Y-axelns riktning.Justerbara bultar är fördelade på botten av sängen, som enkelt kan justera nivån på sängbordet.
2)Movingbrygga:
Den mobila portalen är gjuten med gråjärn 250 och två rullande linjära styrpar med superhög kapacitet är installerade på framsidan av portalen.En uppsättning av precisionskulskruvpar och en servomotor får krafthuvudets glidande att röra sig i X-axelns riktning.Ett borrhuvud är installerat på krafthuvudets slid.Portalens rörelse realiseras genom att servomotorn driver kultråden på kulskruven genom precisionskopplingen.

3)Movingglidande sadel:
Den mobila glidsadeln är en konstruktionskomponent i precisionsgjutjärn.Två NC-skenor med ultrahög kapacitet och en uppsättning kulskruvpar med precision och en planetreducerare med hög precision är anslutna till servomotorn för att driva borrkrafthuvudet.Att röra sig i Z-axelns riktning kan realisera snabbspolning framåt, arbeta framåt, snabbspolning bakåt och stopp av krafthuvudet.Med automatisk spånbrytning, spånborttagning, pausfunktioner.
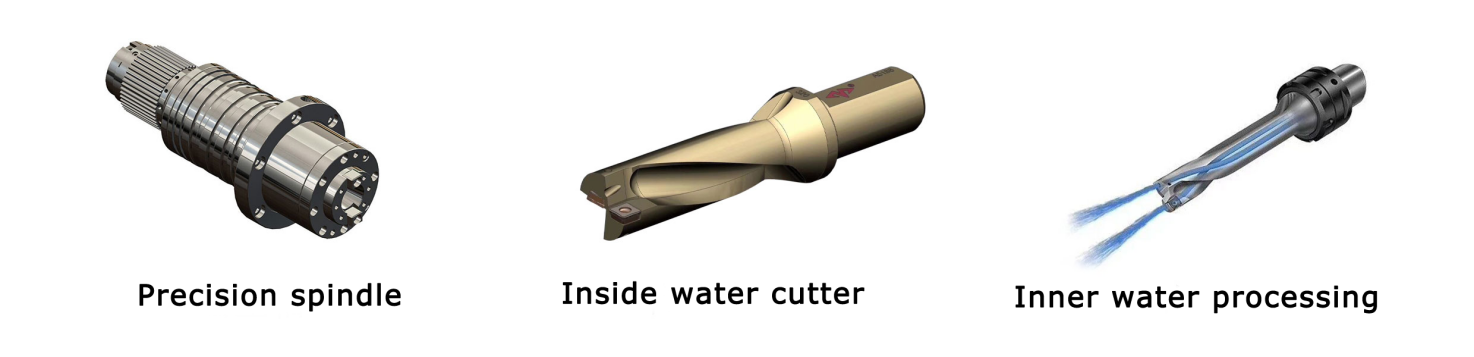
4)Borrkrafthuvud(Slända):
Borrkrafthuvudet använder en dedikerad servospindelmotor, som driver en dedikerad precisionsspindel genom att bromsa den tandade synkronremmen för att öka vridmomentet.Spindeln använder främre tre-, två- och femradiga japanska vinkelkontaktlager för att uppnå steglös hastighetsändring.Snabbt och enkelt byte, matningen drivs av servomotor och kulskruv.X- och Y-axlarna kan länkas, och semi-closed loop control används för att uppnå linjära och cirkulära interpolationsfunktioner.
Spindeländen är BT40 avsmalnande hål, utrustad med Rotorfoss höghastighetsroterande koppling från Italien, som kan använda höghastighets U-borr (våldsborr) och kärnborr för att tömma ut vatten. Spindelns centrumvattenutloppsfunktion kan förbättra skäreffektiviteten, realisera djuphålsbearbetning och skydda verktyget för att minska användningskostnaden.
5)Automatisk smörjanordning och skyddsanordning:
såsom styrskenor, blyskruvar, ställningar etc., utan döda hörn för att säkerställa verktygsmaskinens livslängd.Verktygsmaskinens X-axel och Y-axel är utrustad med dammsäkra skyddskåpor och vattentäta stänkskydd är installerade runt arbetsbänken.

6)CNC styrsystem:
6.1 Med spånbrytningsfunktion kan spånbrytningstid och spånbrytningscykel ställas in på människa-maskin-gränssnittet.
6.2Med verktygslyftfunktionen kan verktygslyfthöjden ställas in på man-maskin-gränssnittet.Vid borrning till denna höjd höjs borrkronan snabbt till toppen av arbetsstycket, och sedan kastas spånan, och snabbas sedan framåt till borrytan och omvandlas automatiskt till arbetet.
6.3 Den centraliserade kontrollboxen och den handhållna enheten använder numeriskt kontrollsystem och är utrustade med USB-gränssnitt och LCD-display med flytande kristaller.För att underlätta programmering, lagring, visning och kommunikation har driftgränssnittet funktioner som människa-maskin-dialog, felkompensering och automatiskt larm.
6.4 Maskinen har funktionen att förhandsgranska och kontrollera hålpositionen innan bearbetning, och operationen är mycket bekväm.

7)Skenklämma
Klämman består av en klämkropp och ett ställdon.Det är en högpresterande funktionell komponent som används med det rullande linjära styrparet.Den genererar en stark klämkraft genom den kilformade blockexpansionsprincipen.Funktioner som ökar styvheten.
Funktioner:
- Säker och pålitlig, stark spännkraft, spännande icke-rörlig XY-axel under borrning och gängbearbetning.
- Extremt hög klämkraft, ökar styvheten hos den axiella matningen och förhindrar mikrorörelser orsakade av vibrationer.
- Snabb respons, öppning och stängning svarstid är endast 0,06 sekunder, vilket skyddar verktygsmaskinen och förbättrar skruvens livslängd.
- Slitstark, nickelpläterad yta, bra rostskyddsprestanda.
Ny design för att undvika stel stöt vid fastspänning.
8)Automatisk spånborttagare och cirkulerande kylanordning:
En automatisk spånborttagare är anordnad på baksidan av arbetsbänken och ett filter är anordnat i änden.Den automatiska spånborttagaren är av platt kedja och en kylpump är installerad på ena sidan.Utloppet från chipet är anslutet till det centrala vattenfiltreringssystemet.Kylvätskan rinner in i spånejektorn.Spånejektorlyftpumpen driver kylvätskan in i det centrala vattenfiltreringssystemet.Högtryckskylpumpen cirkulerar den filtrerade kylvätskan för skärning och kylning.Och den är utrustad med en spåntransportvagn, som är mycket bekväm att transportera järnspån.Denna utrustning är utrustad med interna och externa kylsystem för fräsar.Vid borrning med hög hastighet kyls fräsarna av internt vatten och externt vid lätt fräsning.
Larm för lågt vatten
1) När kylvätskan i filtret är på den mellersta vätskenivån ansluter systemet automatiskt motorn för att starta, och kylvätskan i spånborttagaren rinner automatiskt in i filtret.När den höga vätskenivån uppnås slutar motorn automatiskt att fungera.
2) När kylvätskan i filtret är på en låg nivå kommer systemet automatiskt att uppmana vätskenivåmätaren att larma, spindeln drar automatiskt tillbaka verktyget och maskinen kommer att avbryta arbetet.
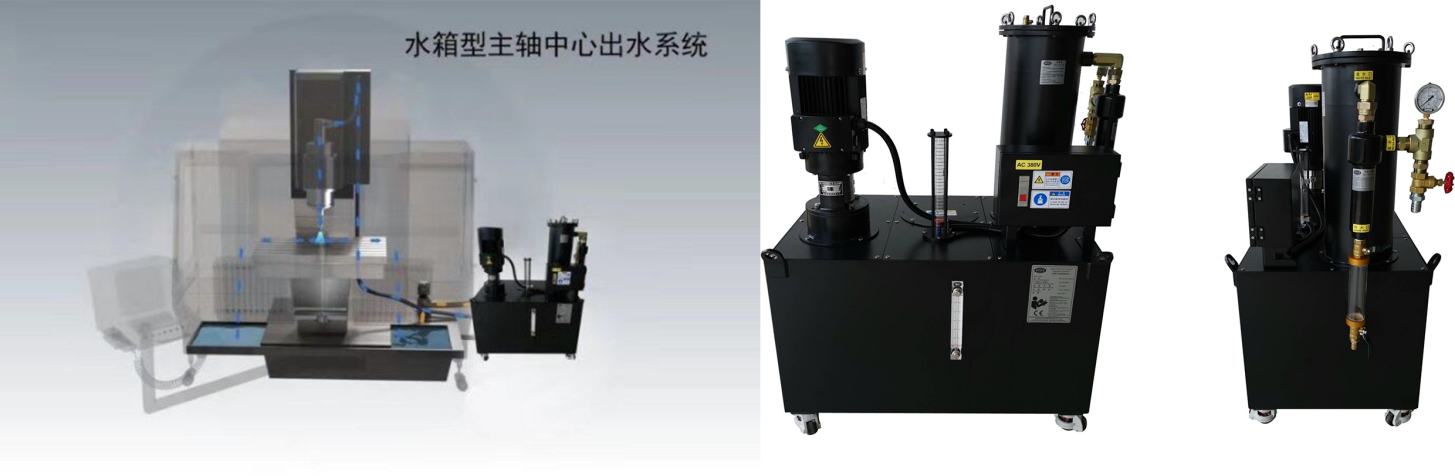
9)Centralt utloppsfiltreringssystem:
Maskinen är som standard utrustad med ett centralt vattenfiltreringssystem som effektivt kan filtrera föroreningarna i kylvätskan.Det interna sprayvattensystemet kan förhindra att järnstift trasslar ihop sig på verktyget under bearbetning, minska verktygsslitage, förlänga verktygets livslängd, förbättra arbetsstyckets ytfinish, Högtrycksvattenutloppsstiftet på bladspetsen kan väl skydda arbetsstyckets yta, skydda höghastighetsrotationsfogen, förhindra föroreningar från att blockera rotationsfogen och förbättra arbetsstyckets övergripande kvalitet och arbetseffektivitet.
10)Kulskruv och motorintegrerad sits:
Motorbasen är en produkt med hög koncentricitet som förbinder kulskruven och motorn.Det vinkelkontaktparade lagret (noggrannhetsgrad C5) är integrerat för att förbättra noggrannheten och säkerställa noll axiellt spel för kulskruven när motorn går framåt och bakåt.Den är särskilt lämplig för höghastighetsutrustning.
Monteringsnoggrannhet: kulskruven och motorn installeras i ett genom motorbasen.Minska koncentricitetsfelet för motoraxeln och kulskruvsaxeln, kontrollera den vid plus eller minus 0,01 mm, och ändytans vinkelräthet är 0,01.
11)Självcentrerande bord med fyra klor(frivillig)
Arbetsbordet för självcentrerande utrustning är utrustat med hydraulisk självcentrerande chuck med fyra käftar.Arbetsstycket kan centraliseras automatiskt i en klämma utan att varje arbetsstycke patrullerar för att hitta mitten.Klämningen är snabb och bekväm.
Lös problemet med att arbetsstycket med indexeringscirkel mindre än 1600 mm i diameter spänns fast genom att pressa plattan efter matning och sedan söka efter centrum, vilket tar mindre tid och tar längre fastspänningstid än bearbetningstid.
Självcentrerande fyrkäfts chuck oberoende utvecklad med stort käftslag gör det svårt för arbetsstycket att vidröra käften vid fastspänning.Bandstrukturen med dyna används. Det löser situationen att hydrauliska eller pneumatiska käftar har liten rörelse på marknaden och stora arbetsstycken kommer att påverka käftarna vid lyft och orsaka skador på chuckarna.
De fyra käftarna på arbetsbänken är i en demonterbar stil, och borttagningen av den bakre arbetsbänken är en normal plattform med ett eget T-spår. Det förbättrar användningsområdet för andra arbetsstycken förutom ringen.
Specifikationn
| Modell | BOSM-DT1010 | BOSM-DT2010 | BOSM-DT2016 | BOSM-DT2525 | |
| Arbetsstorlek | Längd*Bredd (mm) | 1000x1000 | 2000x1000 | 2000x1600 | 2500x2500 |
| Vertikalt borrhuvud | Spindel avsmalnande | BT40/BT50 | BT40/BT50 | BT40/BT50 | BT40/BT50 |
| Borrdiameter (mm) | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | |
| Tappdiameter (mm) | M24 / M36 | M24 / M36 | M24 / M36 | M24 / M36 | |
| Spindelhastighet (r/min) | 30~3000 | 30~3000 | 30~3000 | 30~3000 | |
| Spindeleffekt (Kw) | 22/15 | 22/15 | 22/15 | 22/15 | |
| Avstånd från undersidan av spindeln till arbetsytan (mm) | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | 200~600 / 400~800 | |
| Upprepad positioneringsnoggrannhet(X/Y/Z) | X/Y/Z | ±0,01/1000 mm | ±0,01/1000 mm | ±0,01/1000 mm | ±0,01/1000 mm |
| Bruttovikt (T) | 8.5 | 11 | 13.5 | 16.5 | |
| Tidningsverktyg | Line verktygsmagasin | ||||
Kvalitetsinspektion
Varje maskin från Bosman är kalibrerad med en laserinterferometer från det brittiska företaget RENISHAW, som noggrant inspekterar och kompenserar för tonhöjdsfel, glapp, positioneringsnoggrannhet och upprepad positioneringsnoggrannhet för att säkerställa maskinens dynamiska, statiska stabilitet och bearbetningsnoggrannhet..Kulstavstest Varje maskin använder en kulstavstestare från det brittiska RENISHAW-företaget för att korrigera den verkliga cirkelnoggrannheten och maskinens geometriska noggrannhet, och utföra cirkulära skärexperiment samtidigt för att säkerställa maskinens 3D-bearbetningsnoggrannhet och cirkelnoggrannhet.

Före och efter service
1)Före service
Genom att studera förfrågan och nödvändig information från kunder och sedan återkoppla till våra ingenjörer, ansvarar Bossmans tekniska team för den tekniska kommunikationen med kunderna och utformningen av lösningar, och hjälper kunden att välja lämplig bearbetningslösning och lämpliga maskiner.
2) Efter service
A. Maskinen med ett års garanti och betalas för livslångt underhåll.
B. Under den ettåriga garantiperioden efter att maskinen anlände till destinationshamnen kommer BOSSMAN att tillhandahålla kostnadsfria och snabba underhållstjänster för olika icke-konstnärliga fel på maskinen och i rätt tid byta ut alla typer av icke-konstnärliga skadade delar gratis av laddning .Fel som inträffar under garantiperioden ska repareras till lämpliga avgifter.
C.Teknisk support inom 24 timmar online, TM, Skype, E-post, lösa de relativa frågorna i tid.Om det inte går att lösa, kommer BOSSMAN omedelbart att ordna så att en servicetekniker kommer på plats för reparation, köparen måste betala för VISA, flygbiljetter och boende.
Företagets webbplats






