






En horisontell svarv är en verktygsmaskin som huvudsakligen använder ett svarvverktyg för att svarva ett roterande arbetsstycke. På svarven kan även borrar, brotschar, brotschar, kranar, stansar och räfflade verktyg användas för motsvarande bearbetning.
Metoden som ofta används iCNC horisontell svarvstyrteknik är att först upprätta en förenklad modell så linjär som möjligt och sedan erhålla systemets ungefärliga egenskaper utifrån detta. Använd vid behov mer komplexa modeller för vidare forskning. Denna steg-för-steg-approximationsforskningsmetod är en vanlig metod inom teknik. Den matematiska modellen avCNC horisontell svarv kontrollsystemär inte alla rika styrsystem som kan linjäriseras. För vissa system med stark olinjäritet är det bättre att använda olinjära forskningsmetoder för att hantera dem.
För närvarande har bearbetningsnoggrannhetsstandarderna för CNC horisontella svarvar formulerade av industrin professionella standarder för CNC horisontella svarvar lyftbord bearbetningscenter. Standarden föreskriver att positioneringsnoggrannheten för dess linjära rörelsekoordinater är 0,04/300 mm, repetitionsnoggrannheten är 0,025 mm och fräsnoggrannheten är 0,035 mm. Faktum är att verktygsmaskinens fabriksnoggrannhet har en avsevärd marginal, som är cirka 20 % mindre än felvärdet som tillåts av industristandarden. Därför, ur perspektivet av val av bearbetningsnoggrannhet, kan vanliga CNC horisontella svarvar uppfylla bearbetningsbehoven för de flesta delar. För delar med högre precisionskrav bör en horisontell precisionssvarv CNC övervägas.
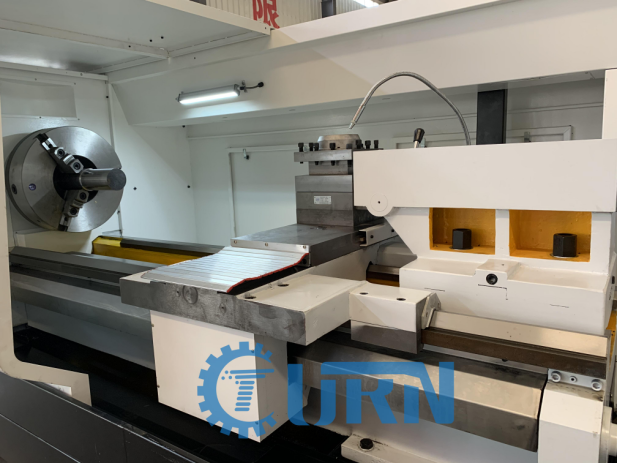
Den horisontella CNC-svarven består huvudsakligen av en huvudstock, en sliphjulsram, en tailstock och ett arbetsbord i produktionsprocessen. CNC-bearbetningsbädden använder stora runda hål och hajfensformade ribbor. Efter långvarig användning har verktygsmaskinen god dynamisk och statisk styvhet. Tabellen avCNC horisontell svarvkan delas upp i övre och undre bord för att slipa den koniska ytan. Verktygsmaskinens bas och arbetsbordets styrskena är gjorda av plastskena, med en liten friktionskoefficient. Arbetsbordet drivs direkt av servomotorn för att få kulskruven att röra sig, och rörelsen är stabil och pålitlig. Den linjära hastigheten på slipskivan på den horisontella CNC-svarven är mindre än 35m/s, och den totala slipeffektiviteten är hög när den används. Sliphuvudslagret är ett tredelat hydrodynamiskt lager med stor lindningsvinkel och hög rotationsnoggrannhet.
Posttid: 19 maj 2022