






DeSpecialventilmaskinanvänds huvudsakligen vid bearbetning av ventil (fjärilsventil / grindventil / kulventil / klotventil, etc..), pumpkropp, bildelar, byggnadsmaskiner delar etc.



Det fungerar för många olika bearbetningar, såsom: Ändyta, yttre cirkel, framkant, inre hål, spår, skruvgänga, borrhål och sfär. Det kan realisera automation, hög precision, mångfald och massproduktion. Används i stor utsträckning inom ventilindustrin.
Ventiler är rörledningstillbehör som används för att öppna och stänga rörledningar, styra flödet, justera och kontrollera parametrarna (temperatur, tryck och flöde) för transportmediet. Beroende på dess funktion kan den delas in i avstängningsventil,backventil, reglerventil och så vidare.
Ventilen är en styrkomponent i vätsketransportsystemet. Den har funktionerna avstängning, reglering, avledning, förhindrande av omvänt flöde, stabilisering, avledning eller översvämning och tryckavlastning. Ventiler som används i vätskekontrollsystem, allt från de enklaste avstängningsventilerna till de olika ventilerna som används i extremt komplexa automatiska styrsystem, har ett brett utbud av varianter och specifikationer.
Ventiler används ofta inom olika områden. Främst petroleum, metallurgi, elkraft, vattenvård, stadsbyggnad, brandbekämpning, maskiner, kol, mat, etc.

Tillgänglighet
Vilka är fördelarna medSpecialventilmaskininom ventilindustrin
√ Borrning antar en fleraxlig typ, och effektiviteten förbättras flera gånger.
√ Uppnå två eller tre huvuden bearbetning samtidigt under bearbetningen för att uppnå standardisering och hög effektivitet avbearbetning av pumprörsventiler.
√Exklusivt patenterat numeriskt styrsystem, helautomatisk drift.
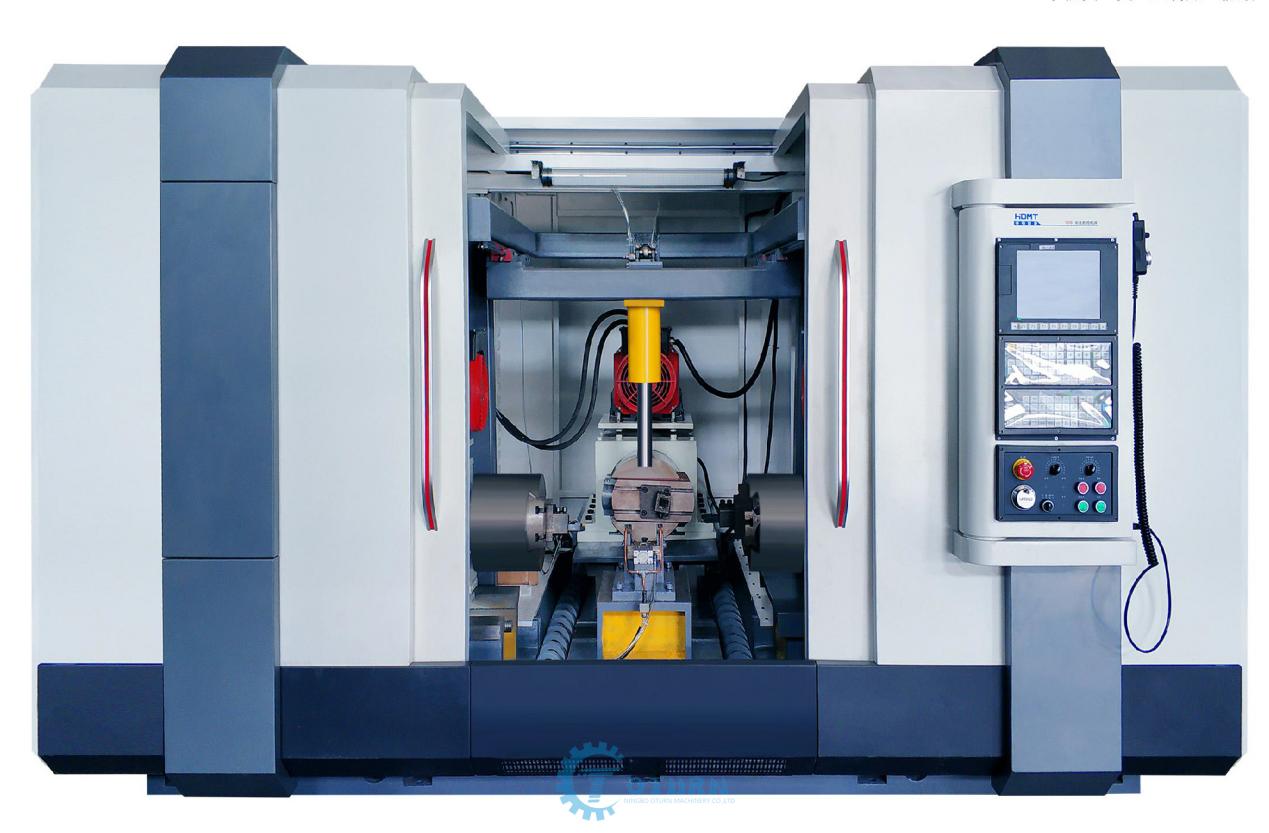
Vår rekommenderade specialventilmaskin
Vår rekommendationdedSpecialventilmaskin
1.Maskinkropp
Maskinkroppen är gjord av övergripande högkvalitativt gråjärnsgjutgods, grov bearbetning, ytbehandling och tre härdningsbehandlingar för att helt eliminera kvarvarande stress. Styrskenans yta
Den antar super-audio-frekvenssläckningsbehandling och bearbetas av högprecisionsslipning av styrskenor för att säkerställa noggrannheten, styvheten och stabiliteten hos verktygsmaskinen. √
2.Special ventilmaskin
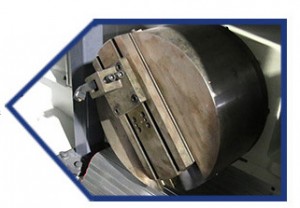
Huvudlåda
Inloppslådan är gjord av högkvalitativa gjutgods, och huvudaxeln är gjord av 20GrMnTAi, som har smidts, kylts och härdats, uppkolats och släckts, och lagts till av en inre och yttre cylindrisk slipmaskin med hög precision.
Lagret använder dubbelradiga cylindriska rullager med hög precision för att säkerställa spindelns styvhet och precision. Huvudaxeln antar en hastighetsändring i tre steg med en motor med hög effekt för att uppnå låg hastighet
Stort vridmoment, kan bära den tunga skärbelastningen, förbättra bearbetningseffektiviteten. √
7. Centraliserad smörjanordning
Smörjsystemet är utrustat med en Nanjing Beqier progressiv smörjanordning, som regelbundet pumpar smörjoljan in i smörjplatsen för varje rörlig del, vilket eliminerar den tråkiga manuella operationen.
Förbättra livslängden på verktygsmaskinen. √
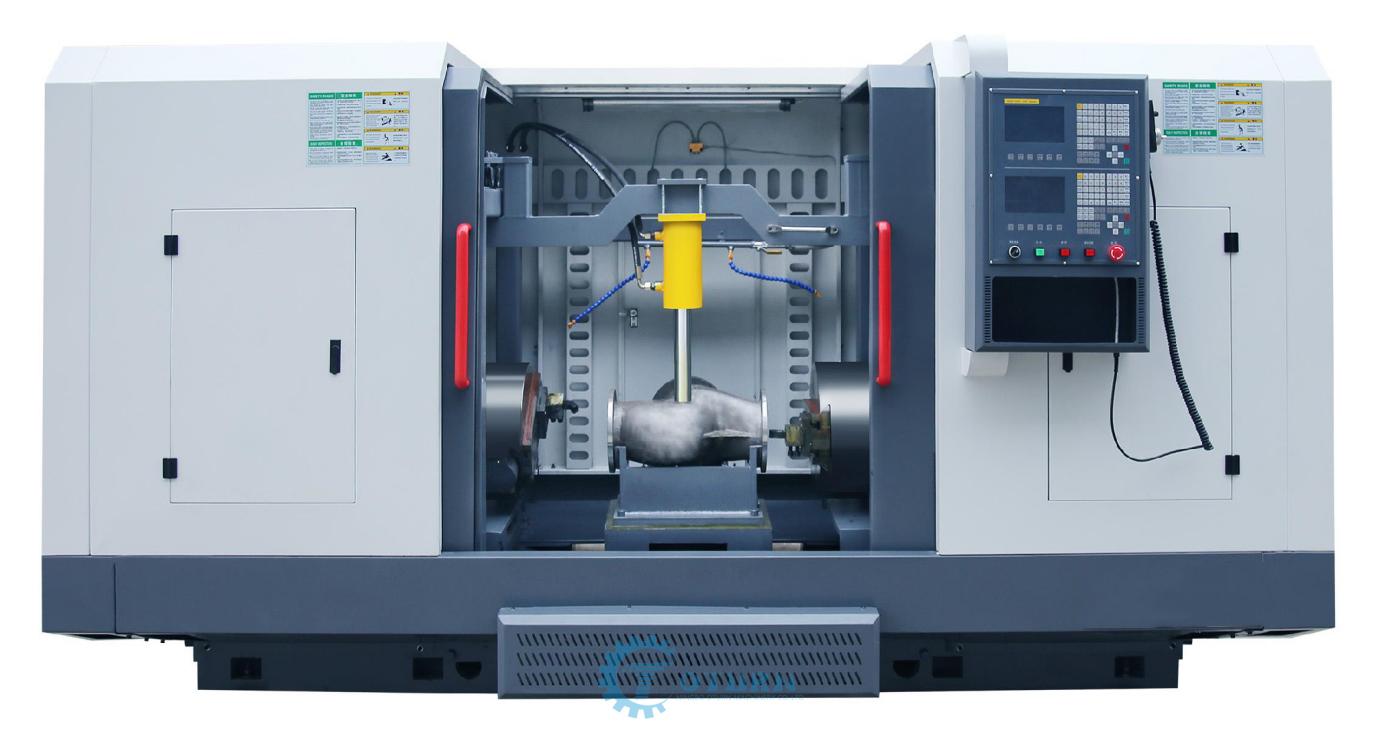
Två-huvud CNC-maskin
HDCX800 svarv-fräsning kompositbearbetningscenter,fjärilsventilspeciell bearbetningsmaskin verktyg används främst i fjärilsventiler och noll
För bearbetning av delar, tekniska maskiner och andra delar kan arbetsstyckets ändyta, yttre cirkel, tapp, inre hål, spår, tråd, koniskt hål och sfärisk form bearbetas.
Vändning. Bearbetningsprocessen styrs av GSK CNC-systemet, som kan realisera automatisering, hög precision, multivariation och massproduktion.
huvuddrag
1. HDCX800 Special Valve Machine styrs alla av GSK CNC-systemet, vilket kan realiseras med tvåaxlig länkage.
Bearbetning av koniska hål, gängor och sfäriska processer. Dess CNC-system är kompatibelt, kraftfullt och lätt att använda.
2. Matarslidens styrskena är gjord av högkvalitativt grått gjutjärn, som har genomgått tre härdningsbehandlingar efter grovgjutning och ytbehandling för att helt eliminera kvarvarande inre spänningar.
Ytan antar super-audio frekvens släckningsbehandling och hårdheten når HRC55. Verktygsmaskinens precision, styvhet och stabilitet garanteras genom högprecisionsslipning av räls.
3. Transmissionsdelarna drivs av precisionskulskruvar och interpolationsåtgärder används för att eliminera mellanrum, vilket säkerställer smidig överföring och bearbetning av verktygsmaskinen.
4. Powerheaden antar en trestegs manuell växellåda med en högeffektsmotor för att uppnå låg hastighet och högt vridmoment, tåla tunga skärbelastningar och förbättra bearbetningseffektiviteten.
5. Verktyget antar hydraulisk automatisk fastspänning för att förbättra effektiviteten och minska den personliga arbetsintensiteten.
6. HDCX800 specialventilmaskin,fjärilsventil speciell bearbetningsmaskinverktyget antar centraliserad smörjning för att säkerställa att varje rörlig del är helt smord och förbättra verktygsmaskinen.

Specialventilmaskin Strukturera
Krafthuvud
Kraftinloppslådans kropp är gjord av högkvalitativa gjutgods, och huvudaxeln är gjord av 20GrMnTAi-material, som bearbetas genom smidning, härdning och härdning, uppkolning och härdning, och interna och externa cylindriska slipmaskiner med hög precision.
Lagret använder NN30-seriens högprecisions dubbelradiga cylindriska rullager för att säkerställa styvheten och precisionen hos spindeln.
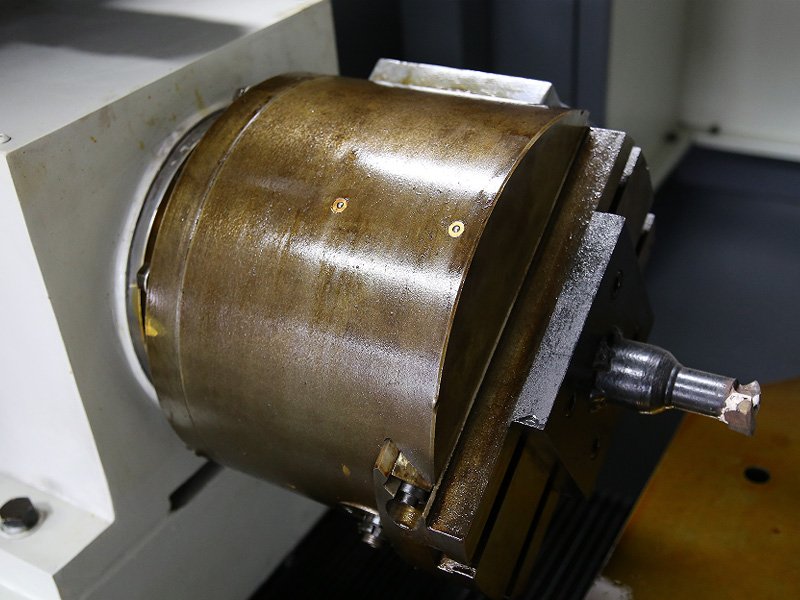
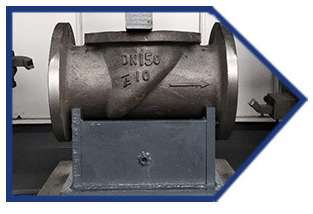
Arbetsbord
Arbetsbordet är en speciell arbetsbänk speciellt designad efter de bearbetade delarna. Positioneringsblocken och positioneringsstiften är alla härda för att säkerställa en tillförlitlig positionering av arbetsstycket.
Arbetsstyckets fastspänning använder manuell fastspänning för att förbättra bearbetningseffektiviteten och minska den personliga arbetsintensiteten. Och arbetsbordet kan roteras 180 grader, engångsklämning, engångsslut Slutföra alla processer.

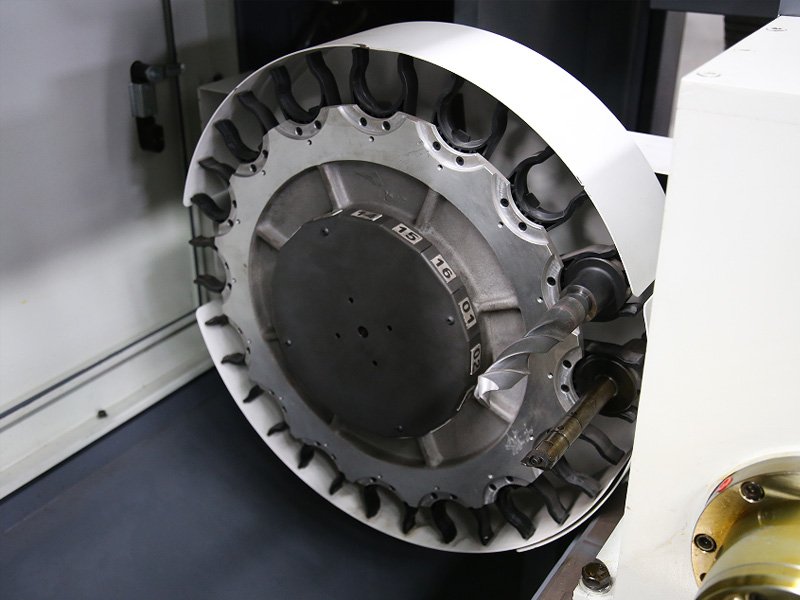
Verktygsmagasin för automatiskt verktygsbyte
Helautomatiskt verktygsmagasin för CNC-verktygsväxlare, som rymmer 16 verktyg, 20 verktyg, 24 verktyg etc., som styrs automatiskt av systemet, med snabb verktygsväxlingshastighet och exakt noggrannhet.
- Krafthuvud
Krafthuvudet antar en exklusiv patenterad motor + skruvstruktur, som har egenskaperna hög precision, hög styvhet och lång livslängd.
- Verktyg
-
Verktyget är specialverktyg speciellt utformat för de delar som ska bearbetas. Positioneringsblocken och positioneringsstiften är alla härda för att säkerställa en tillförlitlig positionering av arbetsstycket. Arbetsstycket spänns fast med hydraulisk fastspänning, vilket förbättrar bearbetningseffektiviteten och minskar arbetsintensiteten för arbetarna.
- Elskåp
Elskåpet antar en oberoende sluten typ, med inbyggt kontrollsystem, frekvensomvandlare och elektriska komponenter för flygplatskontroll, och är utrustad med luftkylningsanordningar för att säkerställa att verktygsmaskinens elektriska komponenter fungerar normalt och inte hamnar i damm.


- CNC Ckontrollsystem
Den har funktionerna för flerkanalig styrteknik, femaxlig bearbetning, höghastighets- och högprecisionsteknik, svarvning och fräsning, synkronstyrning och annan avancerad CNC-kontroll.
Utrustningsval:
CNC-kontroll
kylkontroll
Automatisk spåntransportör
Halvt skydd/helt skydd
För olika typer av ventiler bearbetas olika processer. Till exempel behöver produktionsaktiviteter och olika tekniska förberedelser göras innan bearbetning. Ingenjörer måste göra relevanta förberedelser enligt processdesignen för själva produkten och den speciella processutrustningstillverkningen av Huadian ventilplan. Ventilämnesdelarna kan utformas genom sandgjutning, precisionsgjutning eller pilvaxgjutning vid tillverkning. För smides- eller svetsprocesser är det nödvändigt att designa enligt de relevanta ämnesförhållandena.
Deventilbearbetningsprocedurerär komplexa och produktens mervärde är lågt. Fördelarna med att använda generella ellerCNC-verktygsmaskinerkan inte reflekteras. Den fullständiga bearbetningen av en ventil kräver till och med kombinationen av flera maskiner för att uppnå bearbetningseffekten. Varje gång du ändrar en storlek eller sort måste du justera verktygsmaskinen och sedan överföra den avslutade processen från föregående process till den matchade verktygsmaskinen i nästa process. Detta ökar inte bara tillverkningskostnaden, utan slösar också bort mycket tid. I allmänhet ökar arbetsstycken som kräver relativt hög precision, på grund av flera klämändringar, arbetsstyckets precisionsfel. Så fördelarna medventilplanär självklara.
Till exempel förgrindventiler, kan vridningen av tresidiga flänsar göras på en enda maskin. För närvarande kan HDMT-ventilens specialmaskin samtidigt bearbeta två eller tre sidor av ventilflänsen på en gång, vilket är enkelt och effektivt, medan traditionell produktion Endast en fläns av ventilen kan bearbetas åt gången, vilket är tidskrävande och arbetskrävande. På samma sätt bygger flänsborrningen på tre eller två sidor av ventilen också på samma princip, vilket inte bara förbättrar effektiviteten, utan också minskar hålets lägestolerans.
Driften avventil specialmaskinär också mycket enkelt, alla modeller har insett den automatiska designen, behöver bara mata in parametrarna. Detta minskar manuellt arbete, minskar arbetskostnaderna och sparar tid och ansträngning. Om det uppstår en överbelastning eller något annat problem uppstår under produktionsprocessen kommer maskinen omgående att larma eller automatiskt stängas av för att undvika maskinskador i största utsträckning.
Efter att ventilplanet är klart bör operatören stänga av den tillhörande strömförsörjningen, göra ett bra jobb med att rengöra och använda professionella smörjmedel för att reparera och underhålla ventilplanet. Det finns många saker som måste uppmärksammas under driften av den speciella ventilmaskinen. Den speciella ventilmaskinen kan inte utföra sådana uppgifter som verktygsjustering, inspektion och borttagning under operationen. Under hela processen för driften av den speciella ventilmaskinen får den relevanta personalen och operatörerna inte lämna sina jobb och måste göra ett bra jobb med relevant övervakning. Verktyg som arbetsstycken, fixturer och knivar måste spännas fast, annars uppstår vissa problem med arbetsstyckets rörelse. Dålig funktion kan orsaka onödiga skador. Om kniven är trasig eller trasig måste den bytas ut i tid. Under normal drift kan vi inte direkt röra ytan på arbetsstycket med händerna, och vi kan inte heller direkt ta bort farliga föremål som att skära med händerna. Detta kommer inte bara att skada våra händer, utan också få järnspån att flyga. Olyckan i ögonen. Under arbetsperioden förspeciellt ventilplan, bör du bära motsvarande overall, bära arbetsmössan och se till att stoppa in håret i arbetsmössan. Vid lastning och lossning av stora arbetsstycken, försök att använda lyftutrustning, så att hela operationen kan samexistera mer professionellt och säkerhetsprestandan blir högre.
Posttid: 2021-09-22