






Dehorisontellt bearbetningscenterär lämplig för bearbetning av delar med komplexa former, många bearbetningsinnehåll, höga krav, flera typer av vanliga verktygsmaskiner och många processutrustningar, och flera fastspänningar och justeringar för att slutföra bearbetningen.

De viktigaste bearbetningsartiklarna är följande:
Delar med både plana ytor och hål
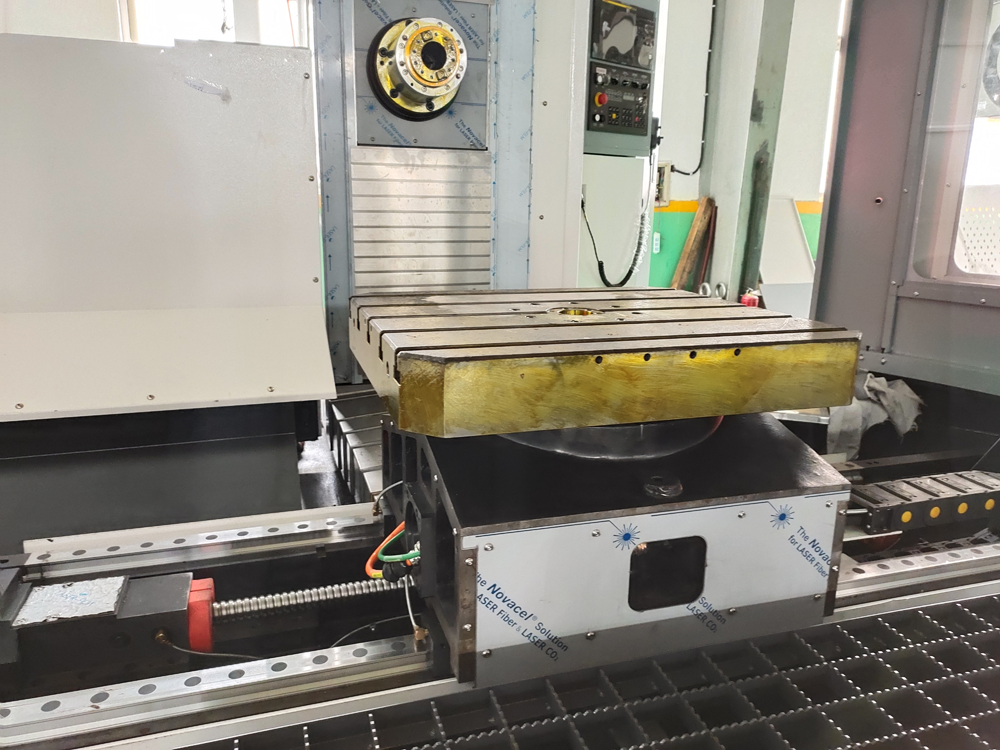
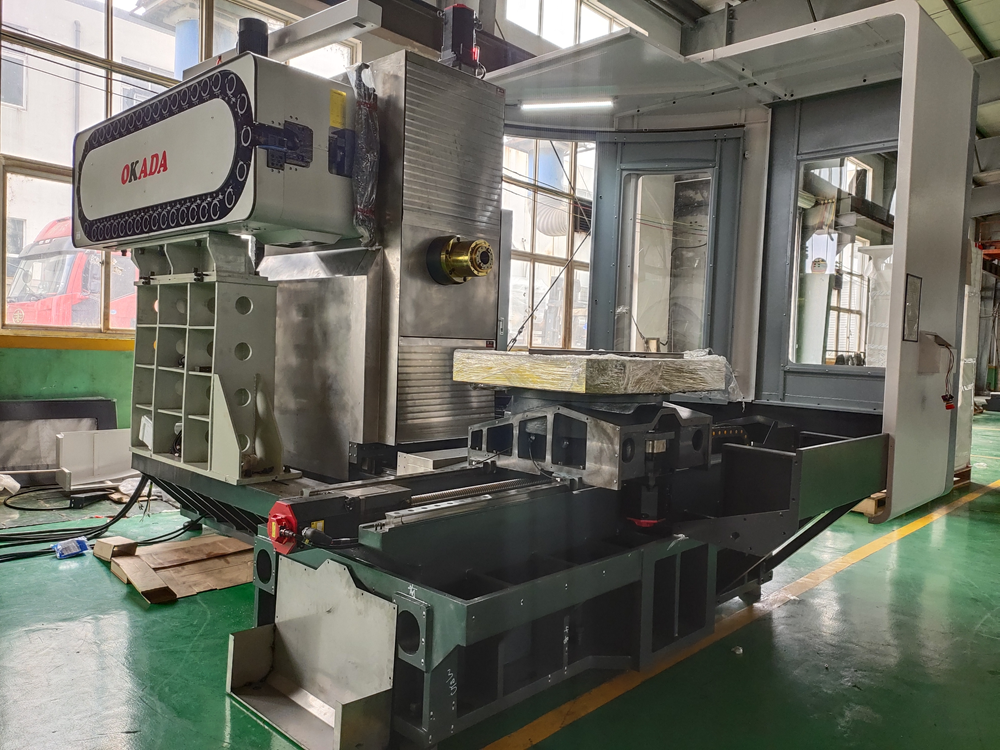
Det dubbla bordet horisontelltbearbetningscenterhar en automatisk verktygsväxlare. I en installation kan den slutföra fräsningen av delens yta, borrning, borrning, brotschning,fräsning och gängningav hålsystemet. De bearbetade delarna kan vara på ett plan eller på olika plan. Därför är delarna med både plan- och hålsystem bearbetningsobjekten i bearbetningscentret, och de vanliga är delar av lådtyp och delar av plåt-, hylsa- och plåttyp.
1. Låddelar. Det finns många delar av lådtyp. I allmänhet krävs flerstationshålsystem och planbearbetning. Noggrannhetskraven är höga, speciellt formnoggrannheten och positionsnoggrannheten är strikta. Vanligtvis krävs fräsning, borrning, expansion, borrning, brotschning, försänkning och gängning. I väntan på arbetsstegen krävs många verktyg, det är svårt att bearbeta på vanliga verktygsmaskiner, antalet verktygssatser är stort och noggrannheten är inte lätt att garantera. Den sista installationen av bearbetningscentret kan slutföra 60%-95% av processinnehållet i den vanliga verktygsmaskinen. Delarnas noggrannhet är bra, kvaliteten är stabil och produktionscykeln är kort.
2. Skivor, hylsor och plåtdelar. Det finns plan, krökta ytor och hål på ändytorna av sådana delar, och vissa hål är ofta fördelade i radiell riktning. Vertikalt bearbetningscentrum bör väljas för skiv-, hylsa- och plåtdelar vars bearbetningsdelar är koncentrerade på en enda ändyta, och horisontellt bearbetningscentrum bör väljas för delar vars bearbetningsdelar inte är på ytan i samma riktning.
3. Specialformade delar avser delar med oregelbunden form såsom fästen och växelgafflar. De flesta av dem är blandad bearbetning av punkter, linjer och ytor. På grund av den oregelbundna formen kan vanliga verktygsmaskiner endast anta principen om processspridning för bearbetning, vilket kräver mer verktyg och längre cykel. Genom att använda egenskaperna hos flerstationspunkt-, linje- och ytblandad bearbetning av bearbetningscentret kan de flesta eller till och med alla procedurer slutföras.


Posttid: 13-12-2021