






Skillnaden mellan en vertikal svarv och en vanlig svarv är att dess spindel är vertikal. Eftersom arbetsbordet är i horisontellt läge är det lämpligt för bearbetning av tunga detaljer med stora diametrar och korta längder.
Vertikala svarvarkan generellt delas in i enkelkolumntyp och dubbelkolumntyp. Små vertikala svarvar är i allmänhet gjorda av enkelkolonntyp, och stora vertikala svarvar är gjorda av dubbelkolumntyp. Huvuddragen hos den vertikala svarven är att dess spindel är i vertikalt läge. Huvudfunktionen hos den vertikala svarven är: arbetsbordet är i horisontalplanet, och installationen och justeringen av arbetsstycket är bekvämare. Arbetsbordet stöds av styrskenor, med god styvhet och smidig skärning. Det finns flera verktygshållare, och verktyget kan bytas snabbt.
DeVTL maskin kan bearbeta inre och yttre cylindrar, koniska ytor, ändplan, spår, avfasningar, etc., och det är bekvämare för arbetsstyckets fastspännings- och korrigeringsoperationer.
Den dubbelkolumniga vertikala svarven är ett stycke storskalig mekanisk utrustning som används för att bearbeta stora och tunga arbetsstycken med stora radiella dimensioner men relativt små axiella dimensioner och komplexa former. Såsom den cylindriska ytan, ändytan, den koniska ytan, det cylindriska hålet, ett koniskt hål av olika skivor, hjul och uppsättningar av arbetsstycken. Den kan användas för gängning, sfärisk svarvning, profilering, fräsning och slipning med hjälp av ytterligare enheter. Jämfört med den horisontella svarven är arbetsstycket fastklämt på insidan av klämman på den horisontella svarven. Spindelaxeln förCNC vertikal svarvär i en vertikal layout, och arbetsbordet är i ett horisontellt plan, så det är bekvämare att klämma och rikta in arbetsstycket. Denna layout minskar belastningen på spindeln och lagret, så CNC vertikalsvarven kan bibehålla arbetsnoggrannheten under lång tid

Vertikal svarvmaskinHuvuddelarnas strukturfunktion:
Vertikalt verktygsstöd matas båda av motordrivningen med dubbla hastigheter. Vertikalt verktygsstöd genom matarlådan, skruvmutterdrivande verktygsstolpe för horisontell rörelse, genom den polerade stången, konisk kugghjul, skruvmutter för att få den vertikala rörelsen av alltför kolven, verktygsstöd snabbrörlig motor installerad i matarlådan på snabbmataren genomförande.
Matningslådan använder den elektromagnetiska kopplingen, därför oavsett snabb rörelse eller matningsrörelse, samt val av riktning för knapp på platsknappkontrollen. Verktygsstödet rör sig snabbt eller matas i positiv eller motsatt riktning av motorn och backar.
Vertikalt verktygsstöd tillverkat av balksliden, vridsliden och kolven i tre delar. Vertikal verktygsstödram adoptera T ram. Vertikal verktygsstöd med pentagonen av verktygssatsen, med förflyttning av verktyget på manipulationen kan slappna av, rotera och klämma. Verktygsstödets horisontella rörelse och vertikala rörelse av kolven kan centraliseras, kan också styras med handratt. Vertikal verktygsstöd kolv viktbalansering av den hydrauliska balanscylindern balanserar för att få upp och ner kraften är nära.
På den vertikala verktygsstödet av pentagonsatsen, utrustad med ett 90 mm djupt hål och två skruvhålsskär, som används för installation av borr- och brotschverktygen, är de återstående fyra hålen normala verktygshållarens centreringshål.
DeCNC vtl maskinEn stor del av gjutjärnsdelar med hög hållfasthet och låg stress, behandling av kalla och varma fel, fortsätter med finita elementmetoden för att beräkna båda strukturerna, maskinen har hög styvhet, god noggrannhet och stabila egenskaper.
Stråla med hydrauloljecylinder genom spakbalken som är stadigt fastklämd på pelarna, hissknappar, tryck på knappen på balkarna genom den elektromagnetiska ventilens inloppsriktning, slappna av strålen och lyft med växelströmsmotor för att få den att röra sig.
CNC vertikal svarvsvarv Applikationsindustrin
Används främst i elmotorer, hydrauliska turbiner, flyg, gruvmaskiner,
Textilmaskiner, metallurgi och allmän maskinindustri.



Gruvmaskineri


Vindkraftsindustrin


Textilmaskiner
Vertikala svarvar används för högeffektiv precisionssvarvning och sammansatt svarvning och fräsning kombinerad bearbetning av vindturbinlager av stora motorbaser och stora skivdelar såsom hjul, motorhus, ventiler, flänsar, pumpar, etc.


Lager



Ventil
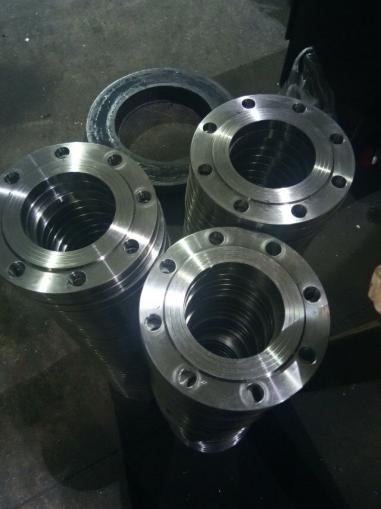


Fläns
Vi rekommenderar följande två vertikala svarvar för bearbetning av stora delar.
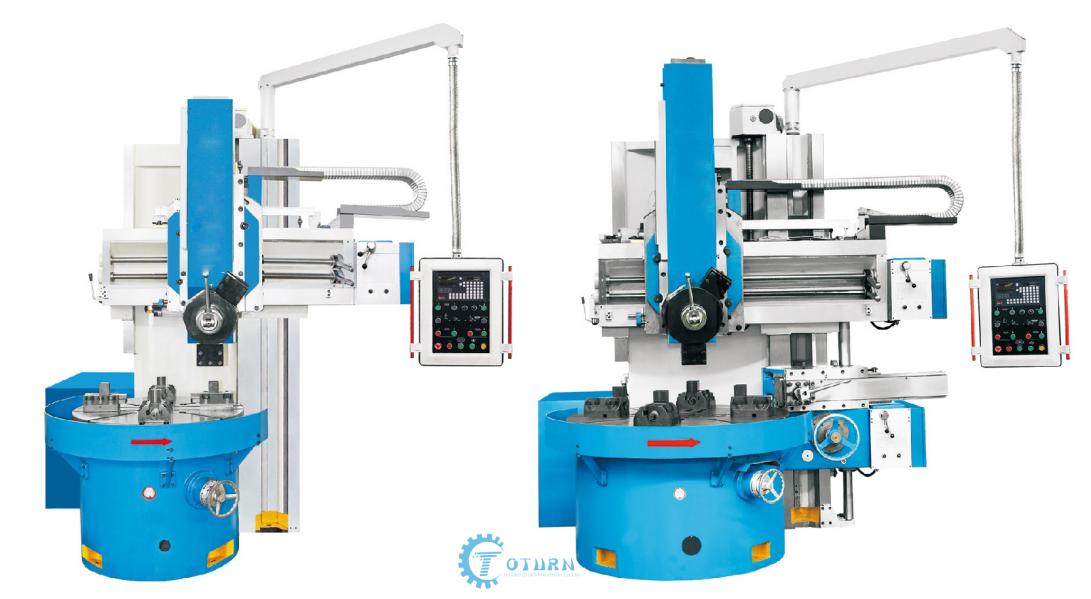
VTL-CMVertikaltornsvarv
VTL CNC Vertikal svarvsvarv är vår nya designprodukt för marknadens efterfrågan på att lösa nyckelprocesstekniken. Det rör sig stråleenda kolumnCNC Vertikal svarvsvarv med ny strukturdesign, teknisk forskning, maskinfelsökning etc.
Huvuddelarna använder det kinesiska och utländska kända varumärket som CNC-kontrollen, elektriska huvuddelar, huvudlager, kulskruv, hydrauliska huvuddelar etc.
Införandet av mogen teknologi, tillförlitligt urval av importerade beslag, och vår avancerade bearbetning, testningssätt för att säkerställa att maskinen har hög bearbetningsnoggrannhet, hög styvhet, hög tillförlitlighet och har en funktion av rationell layout.
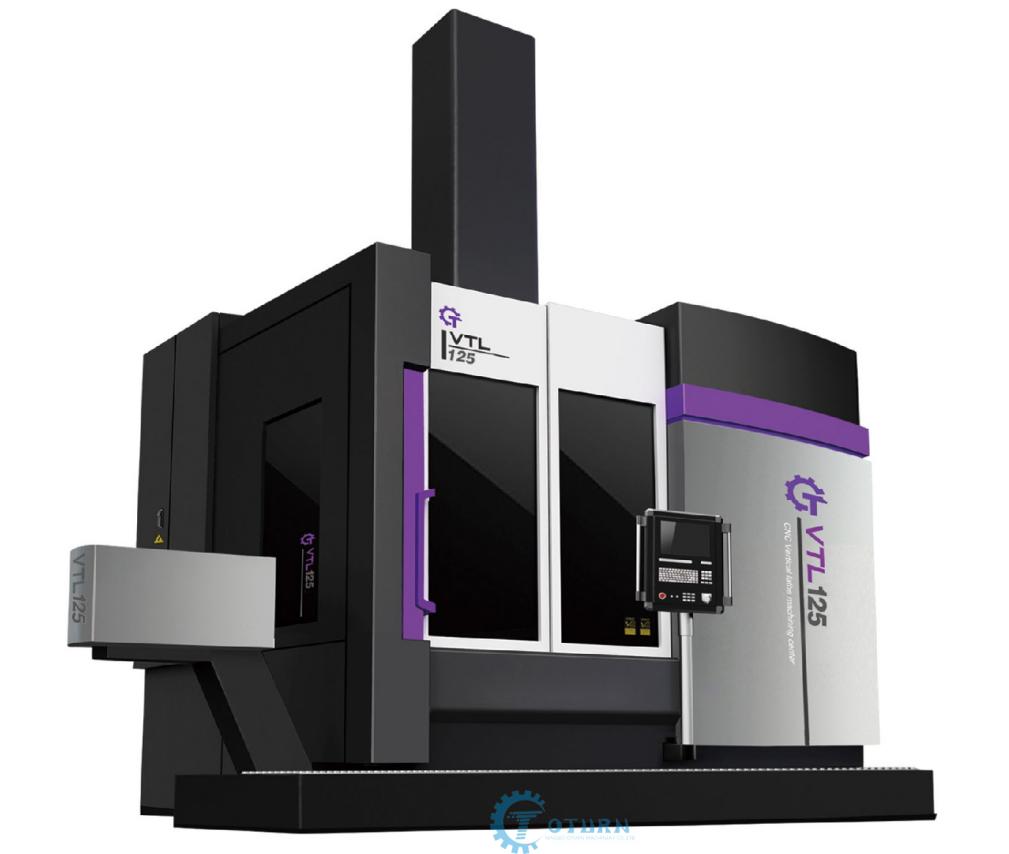
Drag
Denna CNC vertikalsvarv är en sammansatt verktygsmaskin som kombinerar svarvning och slipning på en verktygsmaskin. DeCNCVTLSvarvär en vertikal svarv med en kolumn CNC dubbelverktygshållare med fast balk. Verktygsmaskinen består av ett roterande arbetsbord, en hastighetsändringsmekanism, en integrerad pelare, en balk, vänster och höger verktygshållare, ett styrsystem och ett oberoende hydrauliskt styrsystem. Den vänstra verktygsstolpen är en verktygsstolpe för sliphuvudet och den högra verktygsstolpen är en CNC-svarvverktygsstolpe. Bearbetningsobjekten för denna svarvslipande kompositmaskin är skivdelar, inklusive enkla delar som svarvning och slipning av den yttre konen och den inre konen. Den svarvverktygshållare och sliphjulshållaren är anordnade på båda sidor av verktygsmaskinen. Verktygshållaren och slipskivan är under bearbetning. Ramen rör sig horisontellt och vertikalt längs respektive styrskenor. Spindeln driver arbetsstycket att rotera för att slutföra svarvning och slipning.

Destörsta vertikala svarvsom vår fabrik kan producera är ett arbetsbord med en diameter på 8000mm. Med utvecklingen av vetenskap och teknik, särskilt drabbad av epidemin, utvecklar landet kraftfullt vindkraftsindustrin för att stimulera den inhemska efterfrågan. Storskaliga vertikala CNC-svarvar används i vindkraft, maskinbearbetning och bilar. Fartyg, flyg och andra områden har ett brett användningsområde. Den vertikala CNC-svarven har i princip ersatt den vanliga vertikala svarven, löst många bearbetningsproblem och förbättrat bearbetningsnoggrannheten och produktionseffektiviteten. Utöver uppgraderingen av själva utrustningen ställs även många nya och högre krav på bearbetningstekniken och verktygsdesignen.
Tillverkningsindustrin har två huvudkrav påCNC vertikala maskiner. Den ena är hög bearbetningsnoggrannhet och den andra är hög produktionseffektivitet i tillverkningsprocessen. Därför är det nödvändigt att förbättra konfigurationskraven för den vertikala CNC-svarven. Både X-axeln och Z-axeln är helt slutna slingor, och den mekaniska transmissionen måste vara en kulskruv med hög precision, för att säkerställa det stabila arbetstillståndet för verktygsmaskinen och hög maskinverktygsnoggrannhet och upprepad positioneringsnoggrannhet.
Även om driften avCNC VTL svarvär enklare än den vanliga svarven, den har högre krav på programmeraren. Förutom rimlig behärskning och tillämpning av programmeringsfärdigheter är det också nödvändigt att kunna behärska egenskaperna hos den vertikala CNC-svarven, vilket är viktigt för att förbättra bearbetningseffektiviteten.
Programmeraren kan flexibelt ställa in verktygets stoppreferenspunkt, minska verktygets tomgångsslag och rimligt utforma verktygets reträttpunkt, vilket kan förbättra driftseffektiviteten hosCNC VTL-bearbetning. Som programmerare måste du också beräkna och analysera kilogramritningen i förväg, bestämma verktygets spännlängd, justeringshöjden på verktygsmaskinbalken och minska balkens höjd så mycket som möjligt under förutsättning att du möter verktygsbytet, annars hänger kolven ut länge. Verktygshållaren har dålig styvhet och precisionsbearbetningsnoggrannhet. För rimlig programmering är det nödvändigt att bestämma bearbetningsstorleken för verktygsprogrammering genom X- och Z-verktygens kalibreringsriktmärken, och slutföra så många processer som möjligt genom en verktygskalibrering, för att undvika att operatören justerar om verktyget under varje process. . Upprepade mätningar och upprepade verktygsinställningar kommer att orsaka verktygsfel och kumulativa dimensionsfel, vilket i slutändan kommer att påverka produktens noggrannhet.
Forskningen avCNC vertikalsvarvningsbearbetningfel är en viktig del och utvecklingsriktning inom modern maskintillverkning, och det har blivit en nyckelteknologi för att förbättra konkurrenskraften. Fel är mångfacetterade, och analys och forskning av termiska fel bidrar till att förbättra svarvnoggrannheten. Och tekniska krav.
Spindelaxeln förVTL-maskinerär i en rak layout, och arbetsbordet är i ett horisontellt plan, så fastspänningen och inriktningen av arbetsstycket är bekvämare. Denna layout av spindeln och lagerbelastningen möjliggörCNC vertikal revolversvarvför att bibehålla operationens noggrannhet under lång tid. Spindeln på arbetsbordet använder hög precision justerbart radiellt spel med dubbelrad korta cylindriska rullager för centrering. Den axiella riktningen antar styrskena för statiskt tryck med konstant flöde. Arbetsbordet har egenskaperna hög rotationsnoggrannhet, stor belastningskapacitet och liten termisk deformation. Den horisontella styrningen av den vertikala verktygsstolpen är en avlastningsstyrning för statiskt tryck, och kolvens vertikala rörelsestyrning är en glidstyrning.
Posttid: 2021-09-18