






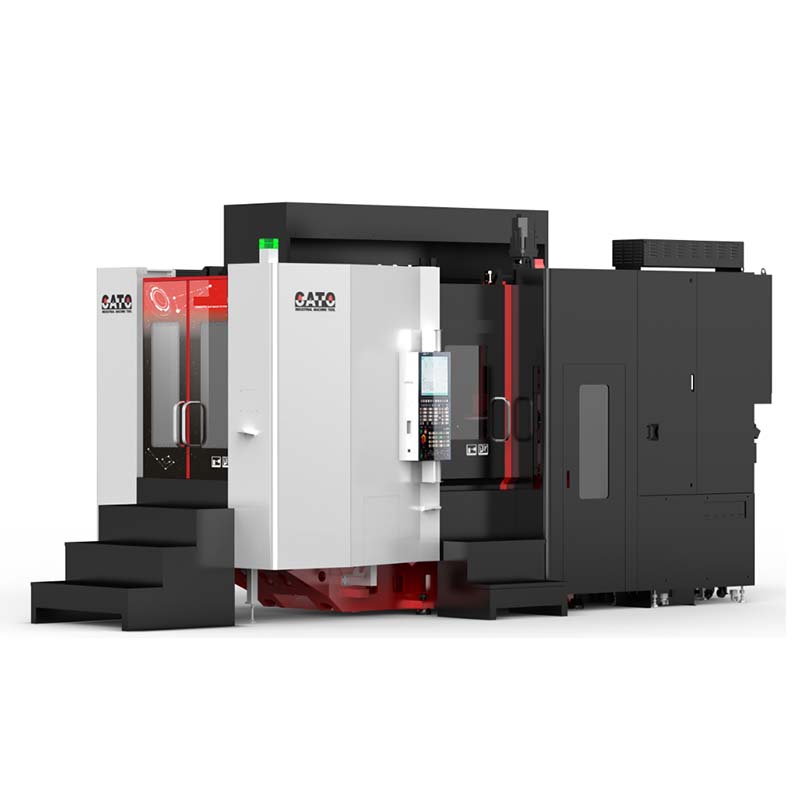
5-axligt CNC horisontellt bearbetningscenter med två pallar CP800
1.Funktioner
Det höghastighets-, högpresterande och precisions horisontella femaxliga bearbetningscentret CP800T2 utvecklat av CATO Company har egenskaperna för hög styvhet, hög precision och högeffektiv bearbetning. Basen i ett stycke är antagen, och den positiva T-strukturdesignen av basens höga och låga skenor säkerställer den höga styvheten hos verktygsmaskinen; hela maskinen klarar finita elementanalysen för att säkerställa att verktygsmaskinen inte vibrerar under höghastighetsrörelser och garanterar den bästa långtidsdriftstabiliteten för hela maskinen.

Genom att anta avancerade teknologier som höghastighetsspindelteknik, höghastighetsmatningsteknik, höghastighetsverktygsbyte och höghastighets CNC-systemteknik förkortas bearbetningstiden avsevärt, bearbetningseffektiviteten förbättras och olika produktionsbehov tillgodoses. Den treaxliga snabba förskjutningen är 60 M/min, och den elektriska spindeln med hög hastighet och högt vridmoment minskar accelerations- och retardationstiden för spindeln. Dessa indikatorer förkortar icke-bearbetningstiden avsevärt och förbättrar bearbetningseffektiviteten; skruv/lagersäte/spindel/DD svänghuvud antar ett temperaturkontrollsystem, garanterar utrustningens utmärkta termiska balans och förbättrar utrustningens noggrannhet och stabilitet avsevärt.
Att använda Siemens 840D-system, 19-tums superstor LCD-skärm, dynamisk grafisk visning av verktygsbana, intelligent varningsdisplay, självdiagnos och andra funktioner gör användningen och underhållet av verktygsmaskinen bekvämare och snabbare; höghastighetsbusskommunikationsmetoden förbättrar databehandlingen av CNC-systemet avsevärt. Förmågan och kontrollprestanda underlättar snabb och effektiv överföring och onlinebehandling av program med stor kapacitet.
2. Parameter
| Punkt | Enhet | CP800T2 | |
| Resa | Förflyttning av X/Y/Z-axeln | mm | 800 x 800 x 750 |
| B-axelns rörelse | ° | -30~120 | |
| C-axelns rörelse | ° | 360 | |
| Avstånd från spindelns centrum till bordsskivan (B-axeln 90 grader horisontell) | mm | 160~910 | |
| Avstånd från spindeländen till bordsskivan (B-axeln 0 grader vertikal) | mm | -83~667 | |
| Avståndet från spindelns ändyta till mitten av arbetsbordet (B-axeln 90 grader horisontell) | mm | -135~665 | |
| Avstånd från spindelcentrum till bordscentrum (B-axel 0° vertikalt) | mm | 108~908 | |
| Maximalt bearbetningsintervall | mm | Φ 720 x 910 | |
| Matning av 3 axlar | X/Y/Z-axeln går snabbt | m/min | 60/60/60 |
| Skärmatningshastighet | mm/min | 0-24000 | |
| Roterande bord (C-axel) | Roterande bord | st | 2 |
| Skivans diameter | mm | 500*500 | |
| tillåten belastning | Kg | 500 | |
| maximal rotationshastighet | Rpm | 40 | |
| Positionerings-/upprepningsnoggrannhet | båge.sek | 15/10 | |
| B-axel | Maximal rotationshastighet | Rpm | 60 |
| Positionerings-/upprepningsnoggrannhet | båge.sek | 8/4 | |
| Axel | Spindelspecifikation (installationsdiameter/överföringsmetod) | mm | 190 / Inbyggd |
| Spindel avsmalnande | m/min | A63 | |
| Max. Spindelhastighet | mm | 18 000 | |
| Spindelmotoreffekt | Kw | 30/35 | |
| Spindelmotorns vridmoment | Nm | 72/85 | |
| Verktyg | Verktygsmagasinskapacitet |
| 40 T |
| Verktygsändringstid (TT) | s | 7 | |
| Maximal verktygsdiameter (Fullt verktyg / Intilliggande tomt verktyg) | mm | 80/150 | |
| Max. Verktygets längd | mm | 450 | |
| Max. Verktygets vikt | Kg | 8 | |
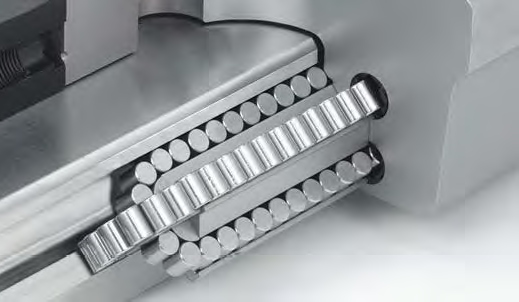
| Guide | X-axelstyrning (storlek/antal diabilder) |
| 45/2 (rulle) |
| Y-axelstyrning (storlek/antal diabilder) |
| 45/3 (rulle) | |
| Z-axelstyrning (storlek/antal diabilder) |
| 45/2 (rulle) | |
| Tre axel överföring | X-axel ledskruv | N | 2R 40 x 20 |
| Y-axel ledarskruv | N | 2R 40 x 20 | |
| Z-axel ledskruv | N | 2R 40 x 20 | |
| Treaxlig noggrannhet | Positioneringsnoggrannhet | mm | 0,005/300 |
| Upprepa positioneringsnoggrannhet | mm | 0,003/300 | |
| Smörjsystem | Smörjenhetskapacitet | L | 0,7 |
| Smörjtyp |
| Fettsmörjning | |
| Andra | Luftbehov | Kg/cm2 | ≥ 6 |
| Luftflöde | mm3/min | ≥ 0,5 | |
| Vikt | T | 11 | |
3. Stativkonfiguration
| NO. | Namn |
| 1 | Siemens 840D① Utmärkt böjd yta;②Femaxligt fräsprocesspaket; ③ Femaxligt kort; ④ Förhindra att B-axeln faller; ⑤USB- och Ethernet-dataöverföring |
| 2 | Samtidig tappfunktion |
| 3 | X/Y/Z skruv ihåligt kylsystem |
| 4 | Spindel/B-axel temperaturkontrollsystem |
| 5 | Spindelöverbelastningsskydd |
| 6 | APC Double Exchange Workbench |
| 7 | B/C-axel hydrauliskt bromssystem |
| 8 | Helsluten plåt |
| 9 | Säkerhetsdörrlåssystem |
| 10 | Verktygsmagasin automatisk lucka |
| 11 | Automatiskt fettsmörjningssystem |
| 12 | LED arbetsljusbelysning |
| 13 | Skruvskärning på båda sidor |
| 14 | Borttagningssystem för lyfttrumsskrapa |
| 15 | Surround sprinklersystem |
| 16 | kylvätskesystem |
| 17 | CTS (2MPA) |
| 18 | Standardverktyg och verktygslådor |
| Standardverktyg och verktygslådor |





