






CNC svarvcenter


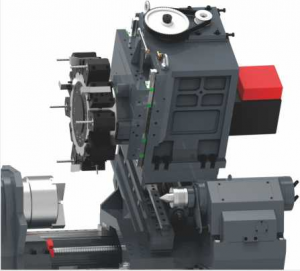
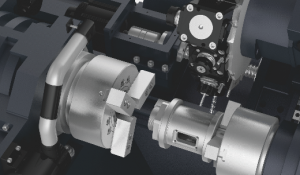
INTEGRERAD POSITIVYAXIS
Longmen struktur, superstyv
Integrerad positiv Y-axelstruktur tillhör högstyvt tung skärning och dess prestanda är bättre än interpolations Y-axeln.
a. Enkla Y-axelrörelser kraftig skärning är bättre än interpolation Y-axeln och Y-axeln är vinkelrät mot X-axeln.
b. Plankonturbearbetningen är jämnare och plattare.
c. Mer bekvämt för sammansatt yta och konturbearbetning.
"Positiv Y"-svarvfräsning kombinerad utrustning har uppenbara fördelar vid bearbetning av planfräsning jämfört med "interpolation Y"-svarvfräsning kombinerad. Rörelsen av den "positiva Y" Y-axeln är vinkelrät mot X-axeln, som är en enkel -axelrörelse och "interpolation Y" Y-axelrörelse är att interpolera en rät linje genom den samtidiga rörelsen av X-axeln och Y-axeln,fräsplanets planhet och jämförelsen av den "positiva Y"-axelns vridning- kombinerad fräsning, den kombinerade bearbetningen av "Positiv Y"-axelsvarvfräsning är uppenbarligen ljus och platt.
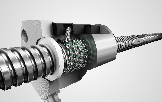
Dubbel fast kulskruv
Högkvalitativa kulskruvar och rullstyrningar från världsledande tillverkare används.
Även om det är dyra, kan endast högkvalitativa produkter uppfylla den höga precisionen och långa
livslängd som kunderna kräver.
Direktrullade servomotorer
Servomotorn är direkt ansluten till kulskruven via en stålkoppling, som
säkerställer ingen degeneration och snedställning även under tung belastning.
Detta kommer att avsevärt förbättra positioneringsnoggrannheten och gäng- och konturbearbetningen
kommer att vara mer exakt.
106M 108M 208M
| ltem modell | Namn | Enhet | 106M | 108M | 208M |
| Resa | Max. Vriddiameter på sängen | mm | φ600 | φ600 | φ600 |
| Max. Bearbetningsdiameter | mm | φ300 | φ300 | φ400 | |
| Max. Bearbetningsdiameter på verktygshållaren | mm | φ220 | φ200 | φ300 | |
| Max. Bearbetningslängd | mm | 230 | 220 | 400 | |
| Avstånd mellan centra | mm | 300 | 300 | 600 | |
| Spindelmotor Hydrocylinder Chuch Parameter | Spindelnäsa | typ | A2-5 | A2-6 | A2-6 |
| Max. Spindelns hastighet | rpm | 5500 | 4300 | 4200 | |
| Oljecylinder/chuck | lnch | 6" | 8” | 8” | |
| Spindelhål | mm | φ56 | φ65 | φ65 | |
| Bardiameter | mm | φ45 | φ52 | φ52 | |
| Direkt drivande spindelmotoreffekt | kw | 17.5 | 22 | 22 | |
| X/Z-axelmatning Parameter | X Resor | mm | 180 | 180 | 280 |
| X/Z Linear Guide Specifikation | spes | 35/35 Roller | 35/35 Roller | 35/35 Roller | |
| Z Resor | mm | 300 | 300 | 600 | |
| X/Z/(Y) Motoreffekt | kw | 1,8/1,8 | 1,8/1,8 | 1,8/1,8 | |
| X/Z/(Y) Snabbförflyttning | m/min | 30/30 | 30/30 | 20/20 | |
| Positioneringsnoggrannhet | mm | ±0,005 | ±0,005 | ±0,005 | |
| Upprepa positioneringsnoggrannhet | mm | ±0,003 | ±0,003 | ±0,003 | |
| Tornparameter | Verktygsposition | st | BMT45-12T | BMT45-12T | BMT55-12T |
| Power Turret Motor | kw | 2,2/3,7 | 2,2/3,7 | 2,2/3,7 | |
| Fyrkantig verktygshållare | mm | 20×20 | 20×20 | 20×20 | |
| Rund borrverktygshållare | mm | φ32 | φ32 | φ40 | |
| Intilliggande verktygsbytestid | sek | 0,15 | 0,15 | 0,15 | |
| Positioneringsnoggrannhet | / | ±2” | ±2” | ±2” | |
| Upprepa positioneringsnoggrannhet | / | ±1” | ±1” | ±1” | |
| Stjärtstock Parametrar | Programmerbar hydraulisk bakkropp | / | √ | √ | √ |
| Max. Resa av Tailstock | mm | 360 | 360 | 440 | |
| Tailstock ärm avsmalnande hål | typ | MT 5# | MT 5# | MT 5# | |
| Ärmdiameter | mm | / | / | / | |
| Sleeve Travel | mm | / | / | / | |
| Mekanisk storlek | Maskinstorlek | mm | 2300×1800×1700 | 2300×1800×1700 | 2300×1800×1700 |
| Maskinens vikt | kg | 3700 kg | 3800 kg | 5200 kg |

Servo automatisk stångmatare
TENOLY-matare har en kraftig och automatiserad design,
Det ökar produktiviteten avsevärt och förenklar svarvningsoperationer.
Delar Catcher
Arbetsstyckesfångaren är designad med principen om mekanisk länkning, vilket kan vara snabbt
kopplat till den färdiga produkten efter bearbetning.


THK linjär rullstyrning
Den linjära styrningen har noll spelrum, bågskärning, fasskärning och ytstrukturen är relativt enhetlig. Den är lämplig för höghastighetsdrift och minskar kraftigt den drivkraft som krävs för maskinen. Linjära styrskenor använder rullning istället för att glida, med liten friktionsförlust, känslig respons och hög positioneringsnoggrannhet. Den kan bära belastningen i upp, ner, vänster och höger riktningar samtidigt. Under belastningen är spårets kontaktyta fortfarande i flerpunktskontakt, och skärstyvheten kommer inte att minska; Enkel och utbytbar montering och enkel smörjstruktur; de linjära styrningarna har mycket litet slitage och håller länge.
THK-kulskruv
Använder kulskruv med hög precision, med mutterförspänning och skruv
förspänningsbehandling, bakslag och temperaturhöjning och
förlängning elimineras i förväg, vilket visar utmärkt positionering
och repeterbarhet.
Direktdrift med servomotor för att minska spelets fel.

Motoriserad högprecisionsarm för svarv
Utdragbar verktygsställare med hög precision repeterbarhet Finns i en mängd olika storlekar för att möta olika industriella behov Finns i en mängd olika standardstorlekar, samt specialtillverkade stålmätarmar med låg expansionskoefficient
Använd en robust zirkoniumoxidsond
Tar lite maskinutrymme när den inte används
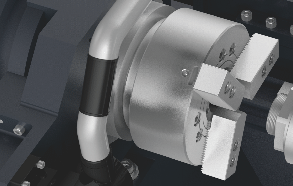
Hydraulisk chuck arbetshållning
Svarven är utrustad med hydraulisk genomgående chuck som standard. Chucken kan anpassas efter kundens behov, och en mängd olika alternativ ger dig den mest lämpliga spännchucken.
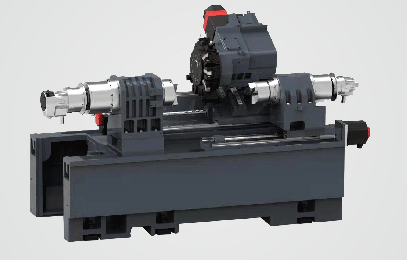
Sekundär spindel
Båda ändarna av arbetsstycket kan bearbetas samtidigt i en fastspänning, vilket avsevärt förenklar den manuella driften.





