






Flänsborrmaskin för fyra stationer

Maskinfunktioner
CNC-borr- och fräsmaskinserien med fyra stationer används huvudsakligen för cirkulär flänsbearbetning och kan även användas för effektiv borrning / fräsning av arbetsstycken med tjocklekar inom det effektiva området såsom halvaxlar, plana plattor, flänsar, skivor och ringar / Tappning / brotschning / gravering och andra processer. Genomgående hål och blindhål kan borras på enkla materialdelar och kompositmaterial. Verktygsmaskinen är digitalt styrd för enkel användning. Kan uppnå automatisering, hög precision, flera varianter, massproduktion.
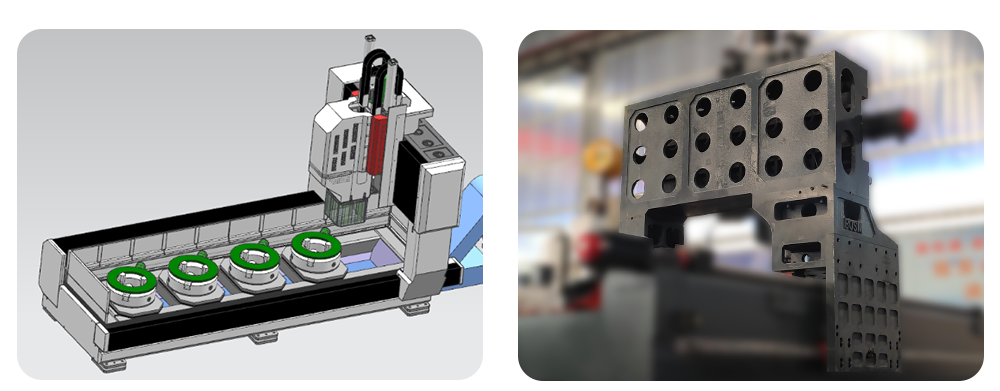
Maskinens struktur
Denna maskin har huvudsakligen arbetsbord, fyra uppsättningar hydrauliska självcentrerande chuckar med fyra käftar, en mobil portal, en mobil glidsadel, ett borr- och fräshuvud, en automatisk smörjanordning och en skyddsanordning, en cirkulerande kylanordning, en digitalt styrsystem och ett elektriskt system. etc sammansättning. Stödet och styrningen av rullningslinjestyrningen och precisionsledskruvsdriften har verktygsmaskinen hög positioneringsnoggrannhet och upprepad positioneringsnoggrannhet.
1.Säng arbetsbord:
Sängen är gjord av stålkonstruktionsdelar. Den avslutas med sekundär härdningsbehandling. Den har god dynamisk och statisk styvhet och deformeras inte. Arbetsbordet använder fyra uppsättningar 500 mm självcentrerande hydraulchuckar med fyra käftar för snabb fastspänning av arbetsstycken. Två linjära rullstyrpar med ultrahög kapacitet är installerade på båda sidor av sängen. Efter positionering är de två uppsättningarna importerade högintensiva låsningar. Den kraftfulla skenklämman är stadigt placerad och låst på skenan. Klämman passar perfekt utan att skada skensliden. Klämmans öppnings- och stängningstid är endast 0,06 sekunder, vilket avsevärt förkortar bearbetningstiden. Drivsystemet använder en buss absolut servomotor och precision Kulskruven driver portalen att röra sig i Y-axelns riktning. Justerbara bultar är fördelade på botten av sängen, som enkelt kan justera nivån på sängbordet.
2.Mobilportal:
Den mobila portalen är gjuten med gråjärn 250. Höjden på den tunga balken är 800 mm för att öka dess styrka. Två rullande linjära styrpar med superhög kapacitet är installerade på framsidan av portalen. Den blå reglaget använder ett precisionskulskruvpar och en servomotor för att flytta krafthuvudets slid i Y-axelns riktning. Ett borrhuvud är installerat på krafthuvudets slid. Portalens rörelse realiseras genom att servomotorn driver kulskruvens moder att rotera på kulskruven genom en precisionskoppling.
3.Mobil glidsadel:
Den mobila glidsadeln är en konstruktionskomponent i precisionsgjutjärn. Glidsadeln breddas och utökas för att öka styrskenans centrumavstånd. Två uppsättningar av rullande linjära styrskenor med ultrahög kapacitet och precisionskulskruvpar är anslutna till högprecisionsarmen. Bromsservomotorn driver borrkrafthuvudet att röra sig i Z-axelns riktning, vilket kan realisera snabbt framåt, industriell förflyttning, snabb bakåtspolning och stopp av krafthuvudet. Med automatisk spånbrytning, spånborttagning, pausfunktioner.

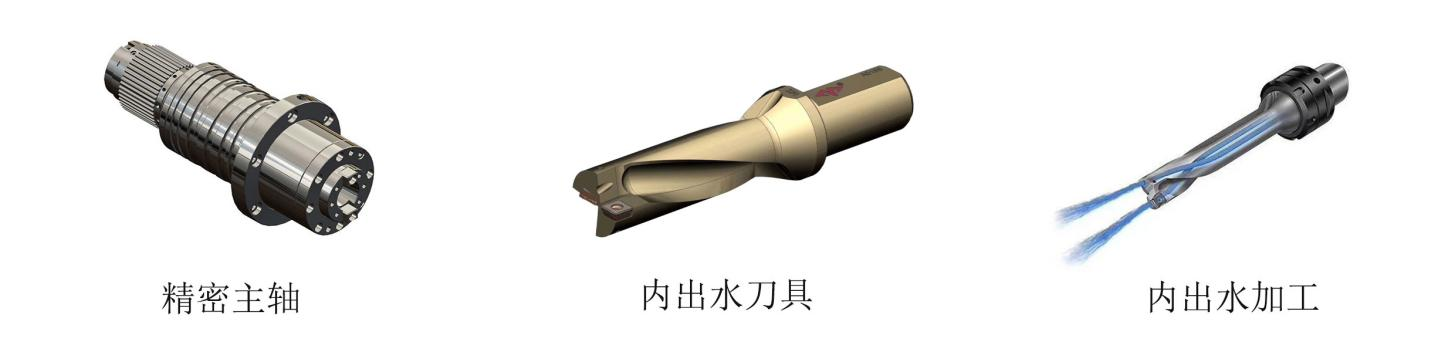
4.Borrkrafthuvud:
Borrkrafthuvudet använder en dedikerad servospindelmotor. Den mekaniska precisionsspindeln drivs av retardationen av den tandade synkronremmen för att öka vridmomentet. Spindeln använder främre tre-, två- och femradiga japanska vinkelkontaktlager för att uppnå steglös hastighetsändring. Snabbt och enkelt byte, matningen drivs av servomotor och kulskruv. X- och Y-axlarna kan länkas, och semi-closed loop-styrning kan användas för att uppnå linjära och cirkulära interpolationsfunktioner.
5. Automatisk spåntransportör med platt kedja och cirkulerande kylanordning
Denna maskin är utrustad med en automatisk spåntransportör med platt kedja och en spånuppsamlare. Den cirkulerande kylanordningen är utrustad med ett pappersfilter, som har en högtrycks intern kylpump och en lågtrycks extern kylpump för intern och extern kylning av verktyget.
5.1 Automatisk smörjanordning och skyddsanordning:
Denna maskin är utrustad med Taiwans ursprungliga volymetriska partialtrycks automatiska smörjanordning, som automatiskt kan smörja styrskenorna, ledarskruvarna och andra rörliga par, och det finns ingen död vinkel för att säkerställa maskinens livslängd. Verktygsmaskinens X-axel och Y-axel är utrustad med dammsäkra skyddskåpor och vattentäta stänkskydd är installerade runt arbetsbänken.
6. CNCkontrollsystem:
6.1. Med spånbrytningsfunktion kan spånbrytningstid och spånbrytningscykel ställas in på människa-maskin-gränssnittet.
6.2. Med verktygslyftfunktionen kan verktygslyfthöjden ställas in på man-maskin-gränssnittet. Vid borrning till denna höjd höjs borrkronan snabbt över arbetsstycket, och sedan krossas spånan, och snabbas sedan framåt till borrytan och omvandlas automatiskt till arbetet.
6.3. Den centraliserade kontrollboxen och den handhållna enheten använder ett numeriskt kontrollsystem och är utrustade med ett USB-gränssnitt och en LCD-skärm. För att underlätta programmering, lagring, visning och kommunikation har driftgränssnittet funktioner som människa-maskin-dialog, felkompensering och automatiskt larm.
6.4. Utrustningen har funktionen att förhandsgranska och kontrollera hålpositionen innan bearbetning, och operationen är mycket bekväm.

7. Skenklämma:
Klämman består av klämmans huvudkropp, ställdon, etc. Det är en högpresterande funktionell komponent som används i samband med det rullande linjära styrparet. Genom principen om kilblockskraftexpansion genererar den en stark klämkraft; den har en fast portal, exakt positionering, antivibration och funktion för att förbättra styvheten.
Har följande egenskaper:
Ø 1)Säker och pålitlig, stark klämkraft, klämmer fast den icke-rörliga XY-axeln under borrning och gängbearbetning.
Ø 2)Den extremt höga klämkraften ökar styvheten hos den axiella matningen och förhindrar nötning orsakad av vibrationer.
Ø 3)Snabb respons, öppnings- och stängningssvarstiden är endast 0,06 sekunder, vilket kan skydda verktygsmaskinen och öka livslängden på ledskruven.
Ø 4) Slitstark, förnicklad yta, bra rostskyddsprestanda.
Ø 5) Ny design för att undvika stel stöt vid åtdragning.

Specification
| Modell | BOSM-DS500 | Enhet | |
| Maximal arbetsstyckestorlek | Ytterdiameter | 50-500 | mm |
| Maximal arbetsstyckeshöjd | 300 | Kg | |
| Arbetsstyckets halva axeldiameter | ≤200 | mm | |
| Skaftlängd | 700mm kan ökas enligt fundamentet | mm | |
| Arbetsstyckets tjocklek | ≤5 gånger borrdiametern | mm | |
| Borrkrafthuvud av vertikal kolvtyp | ANTAL | 1 | st |
| Spindel avsmalnande | BT40 | ||
| Borrdiameter | Φ2-Φ36 | mm | |
| Tappningsområde | M6-M24 | ||
| Spindelhastighet | 30~3000 | r/mm | |
| Servospindelmotoreffekt | 15 | Kw | |
| Avstånd från spindelbotten till arbetsbord | 150-550 mm±20 | mm | |
| Sidorörelse av krafthuvudet (X-axeln) | MAX. resa | 2600 | mm |
| X-axelhastighet | 0~8 | m/min | |
| X-axel servomotoreffekt | 2.4 | Kw | |
| Längsgående rörelse av rörlig stråle (Y-axeln) | MAX. resa | 500 | mm |
| Y-axelhastighet | 0~8 | m/min | |
| Y-axel servomotoreffekt | 2.4 | Kw | |
| Vertikal slipers matningsrörelse (Z-axeln) | MAX. resa | 400 | mm |
| Z-axelhastighet | 0~4 | m/min | |
| Z-axel servomotoreffekt | 1×2,4 broms | Kw | |
| Positioneringsnoggrannhet | 500x500 | ±0,03 | mm |
| Indexeringsnoggrannhet | 360° | ±0,001° | |
| Maskinstorlek | Längd x bredd x höjd | 3600×1650×2300 | mm |
| Maskinens vikt | 8.5 | T | |
Kvalitetsinspektion
Varje maskin är kalibrerad med en laserinterferometer från det brittiska företaget RENISHAW, som noggrant inspekterar och kompenserar för tonhöjdsfel, glapp, positioneringsnoggrannhet och upprepad positioneringsnoggrannhet för att säkerställa maskinens dynamiska, statiska stabilitet och bearbetningsnoggrannhet. . Kulstavstest Varje maskin använder en kulstavstestare från det brittiska RENISHAW-företaget för att korrigera den verkliga cirkelnoggrannheten och ma
manipulera geometrisk noggrannhet och utför cirkulära skärexperiment samtidigt för att säkerställa maskinens 3D-bearbetningsnoggrannhet och cirkelnoggrannhet.

Användningsmiljö för verktygsmaskiner
1.1 Miljökrav på utrustning
Att upprätthålla en konstant nivå av omgivningstemperatur är en väsentlig faktor för precisionsbearbetning.
(1) Tillgänglig omgivningstemperatur är -10 ℃ ~ 35 ℃. När omgivningstemperaturen är 20 ℃ bör luftfuktigheten vara 40 ~ 75 %.
(2) För att hålla verktygsmaskinens statiska noggrannhet inom det specificerade området krävs att den optimala omgivningstemperaturen är 15 °C till 25 °C med en temperaturskillnad
Den bör inte överstiga ± 2 ℃ / 24h.
1.2 Strömförsörjningsspänning: 3-fas, 380V, spänningsfluktuation inom ± 10%, strömförsörjningsfrekvens: 50HZ.
1.3 Om spänningen i användningsområdet är instabil, bör verktygsmaskinen vara utrustad med en reglerad strömförsörjning för att säkerställa normal drift av verktygsmaskinen.
1.4. Verktygsmaskinen bör ha tillförlitlig jordning: jordledningen är koppartråd, tråddiametern bör inte vara mindre än 10 mm² och jordningsmotståndet är mindre än 4 ohm.
1.5 För att säkerställa utrustningens normala arbetsprestanda, om luftkällans komprimerade luft inte uppfyller kraven för luftkällan, bör en uppsättning reningsanordningar för luftkällor (avfuktning, avfettning, filtrering) läggas till innan maskinens luftintag.
1.6. Utrustningen bör hållas borta från direkt solljus, vibrationer och värmekällor, och borta från högfrekvensgeneratorer, elektriska svetsmaskiner etc. för att undvika maskinproduktionsfel eller förlust av maskinnoggrannhet.
Före och efter service
1)Före service
Genom att studera förfrågan och nödvändig information från kunder och sedan återkoppla till våra ingenjörer, ansvarar Bossmans tekniska team för den tekniska kommunikationen med kunderna och utformningen av lösningar, och hjälper kunden att välja lämplig bearbetningslösning och lämpliga maskiner.
2) Efter service
A. Maskinen med ett års garanti och betalas för livslångt underhåll.
B. Under den ettåriga garantiperioden efter att maskinen anlände till destinationshamnen kommer BOSSMAN att tillhandahålla kostnadsfria och snabba underhållstjänster för olika icke-konstnärliga fel på maskinen och i rätt tid byta ut alla typer av icke-konstnärliga skadade delar gratis kostnadsfritt. Fel som inträffar under garantiperioden ska repareras till lämpliga avgifter.
C.Teknisk support inom 24 timmar online, TM, Skype, E-post, lösa de relativa frågorna i tid. Om det inte går att lösa, kommer BOSSMAN omedelbart att ordna så att en servicetekniker kommer på plats för reparation, köparen måste betala för VISA, flygbiljetter och boende.
Kundens webbplats






