Femaxligt Gantry Machining Center GF-serien






Drag
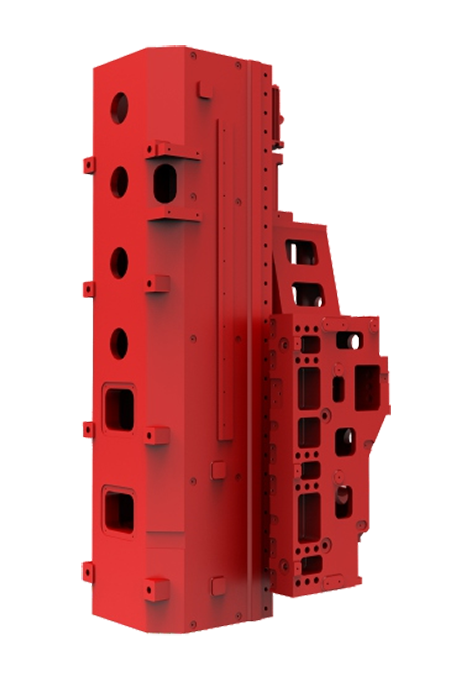
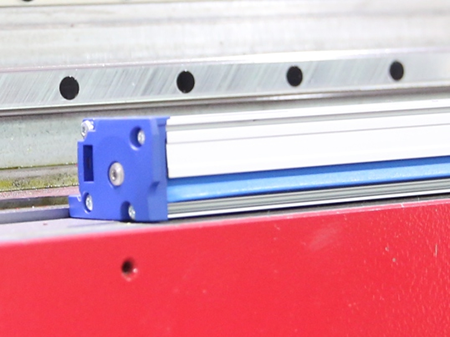
Lutad design av X-axeln
Monteringsplattformens höjd på olika linjära styrskenor med X-axlar säkerställer hög styvhet och realiserar höghastighets- och högprecisionspositionering
Special U-formadSaddleDesign
Huvudet är utformat med högstyvt huvud, som kläms fast av U-formad sadel genom styrskenor på båda sidor för att säkerställa den höga styvheten hos Z-axelförlängningsbearbetning
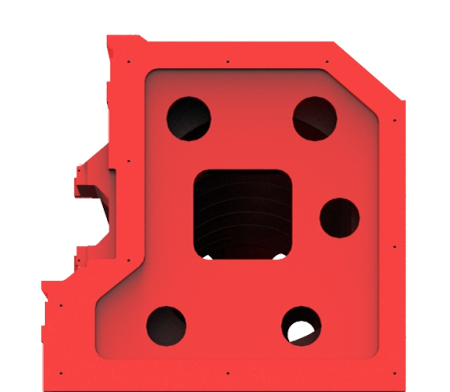
DeJsalvaSytaOf The WhålMvärkSstrukturIs PrecisionSsvävade
Dess kontaktyta är mer än 90% för att säkerställa hela maskinens geometriska noggrannhet
UltraStabellAnoggrannhet
Skruvstången antar installationsläget förfixed förspänning i båda ändar och skrapning vid gjutfogarna för att säkerställa den ultrahöga och ultrastabila precisionen hos verktygsmaskinen under stora rörelser.
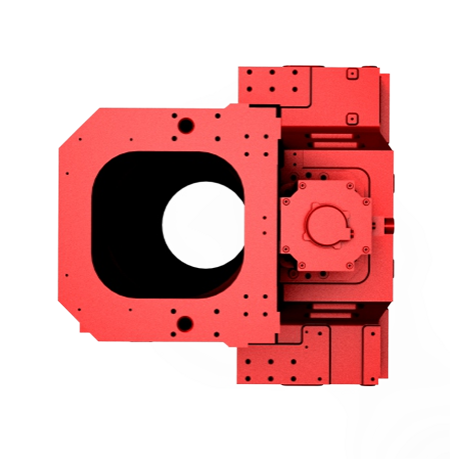
IntegreradGantryAnd Base
Kolumnstråle integrerad design, förbättra maskinens styvhet och bearbetningsstabilitet.

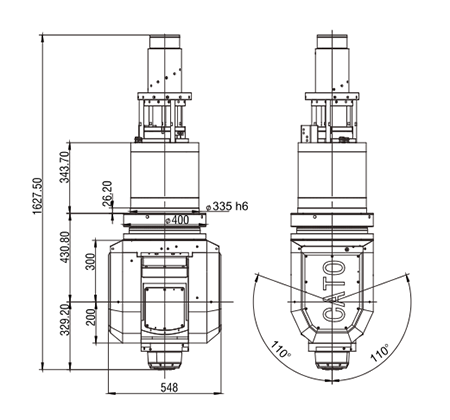
F1 Gaffeltyp Synkront tvåaxligt fräshuvud
Den symmetriska tvärstrukturen har högre strukturell styvhet och vibrationsdämpning än modeller på samma nivå.
B/C-axeln använder en direktdriven motor och ett hydrauliskt bromssystem med hög respons, som har högre precision, noll glapp och noll slitage.
Den vattenkylda kretsdesignen och spindeln är utrustad med ett centralt vattenutlopp som standard, vilket effektivt kan undertrycka temperaturstegringsförändringar och säkerställa högre precision.

Ovalfritt Konfiguration
Detektering av trasigt verktyg i tidningen
Detekteringsenheten är installerad i verktygsbiblioteket, och detekteringsprocessen och bearbetningsprocessen utförs samtidigt, utan att påverka bearbetningstakten.
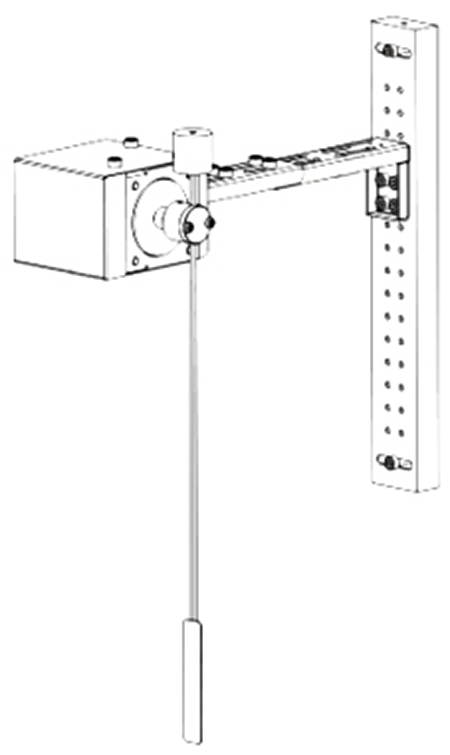
AxialFrivillig Vågar
Den uppmätta utsignalen är digital puls, som har egenskaperna för stort detekteringsområde, hög detekteringsnoggrannhet och snabb svarshastighet.
Online-detektionssystem
Rminska verktygsinställningen och arbetsstyckets inriktningstid och spara 90 % hjälptid.
Rminska avfallsprodukter som orsakas av inriktningsfelet för verktygsinställning och arbetsstycke, och förbättra utbytet.

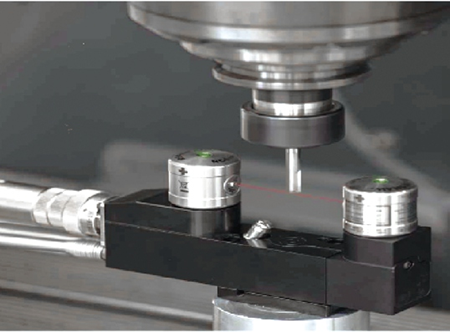
Instrument för inställning av laserverktyg
Snabb och exakt detektering av verktygsstorlek för att säkerställa långvarig användning utan slitage
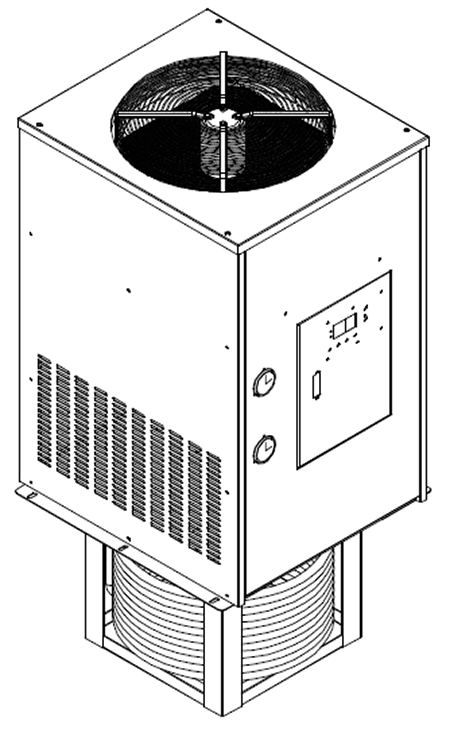
Skärvätskekylningsanordning
Den termiska förskjutningen av fixturen och arbetsstycket som orsakas av temperaturhöjningen hos skärvätskan kommer att påverka bearbetningsnoggrannheten.
Systemet kan säkerställa temperaturhöjningen för skärvätska inom 3-5 ℃
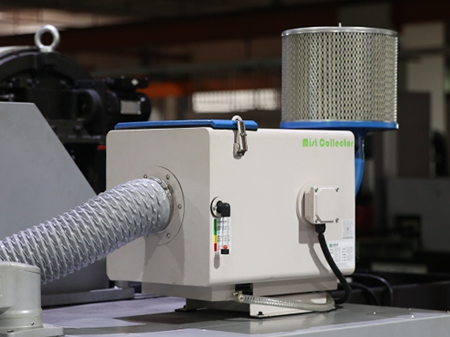
System för insamling av oljedimma
Hög reningshastighet, stabil drift, tyst ljud på golvet. Lttrera effektivt den vattenlösliga luften och oljedimröken i verkstaden och djuprena luften.
Tekniska specifikationer
| Projekt | GF2020-5X | GF3020-5X | GF4020-5X | |
| Resa | X/Y/Z-axelrörelse | 2000×2000×800 mm | 3000×2000×800 mm | 4000×3000×1000mm |
| Spindelnäsa till bordets mitt | 90-890 mm | 80-880 mm | -100-900 mm | |
| Tabell | Bordsstorlek | 2000×1100mm | 3000×1200mm | 4000×2000mm |
| Max.bordsbelastning | 2000 kg | 2500 kg | 20 000 kg | |
| Axel | Spindel avsmalnande | HSK-A63 | HSK-A63 | HSK-A100 |
| Max. spindelhastighet | 18 000 rmp | 18 000 rmp | 8000 rmp | |
| Spindelmotoreffekt | 30/33,5KW | 30/33,5KW | 70/75KW | |
| Spindelmotorns vridmoment | 72/85 Nm | 72/85 Nm | 350/450 Nm | |
| Matningshastighet | Snabb hastighet för X/Y/Z-axeln | 36/30/30 | 30/30/30 | 15/15/10 |
| Styckande foder | 1-12000 | 1-12000 | 1-10 000 | |
| ATC | Antal verktyg | 24T | 24T | 24T |
| Maximal verktygslängd | 400 mm | 400 mm | 400 mm | |
| Maximal verktygsdiameter | 120 mm | 120 mm | 250 mm | |
| Maximal verktygsvikt | 8 kg | 8 kg | 15 kg | |
| Verktygsbytestid (verktyg till verktyg) | 4,5S | 4,5S | 5S | |
| Tre axlar | X-axelstyrning | 45/4 Roller | 45/5 Roller | 45/4 Roller |
| Y-axelstyrning | 55/2 Roller | 55/2 Roller | 65 Rull | |
| Z-axelstyrning | 55/3 Roller | 55/3 Roller | 65 Rull | |
| X-axelskruv | φ50×16 | φ63×16 | φ80×20 | |
| Y-axelskruv | φ50×16 | φ50×16 | φ63×16 | |
| Z-axelskruv | φ50×12 | φ50×12 | φ63×16 | |
| Precision | Positioneringsprecision | ±0,005/300 mm | ±0,005/300 mm | ±0,005/300 mm |
| Upprepad positioneringsprecision | ±0,003/300 mm ±0,003/300 mm | ±0,003/300 mm | ||
| Driva | Effektbehov | Trefas 380V±10%,50Hz±1%Trefas 380V±10%,50Hz±1% | Trefas 380V±10%,50Hz±1% | |
| Lufttryck | ≥6kg/c ≥6kg/c | ≥6 kg/c | ||
| Luftflöde | ≥0,5 mm³/min ≥0,5 mm³/min | ≥0,5 mm³/min | ||
| Maskinstorlek | Maskinens vikt | 20T 22T | 50T | |
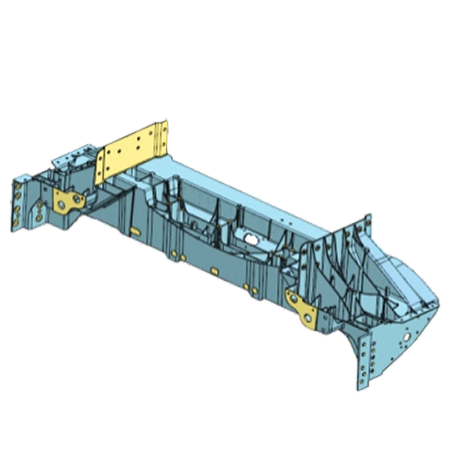
Bearbetar ärenden
1.BilMuld
HögPridningEeffektivitet
Engångsuppspänning av arbetsstycke, 5-axlig samtidig styrning
Vertikal, horisontell och olika fri vinkelbehandling kan utföras synkront
HögMateriellRemomentRåt
Hög hastighet, hög effekt spindel
Hög styvhet och höga dynamiska egenskaper hos hela maskinstrukturen
HögCuttalaFeedRåt
XYZ-axel höghastighetsdrivning
Hög styvhet och höga dynamiska egenskaper hos hela maskinstrukturen


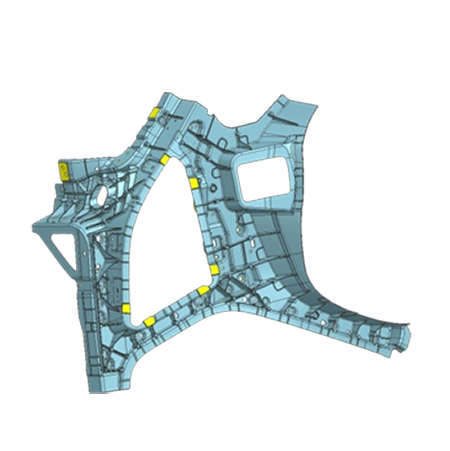
2.Flyg och rymdSstrukturellaPkonst
ExcellentSytaPridningQkvalitet
Femaxlig samtidig skärapplikation
Bearbetningsförmåga med hög precision
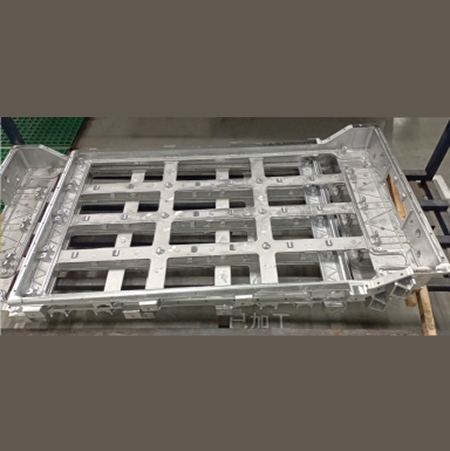
MycketShortenPridningAnd PolishingTime
Linjär motordrift
X/Y/Z-axel höghastighetsdrift
HögPrecision
Höghastighetsspindel med hög effekt
Hög styvhet och hög stabilitet för hela maskinstrukturen