
Femaxligt bearbetningscenter FH135P
Femaxligsamtidigbearbetningscenter
XYZ linjär axel ihålig kylskruvdrivning
B\C roterande axel DD direktdriven transmission
Helt sluten slinga absolut värde mätningssystem
Huvudkonfiguration
Funktionstabell för standardtillbehör (se kontrollfunktionen för den elektriska styrdelen)
| No | Artikel | Enhet | Antal |
| 1. | FH stordator mineralgjutning | Uppsättning | 1 |
| 2. | Siemens ONE styrsystem | Uppsättning | 1 |
| 3. | Skärm: 21,5 tums pekskärmspanel | Uppsättning | 1 |
| 4. | FH femaxligt multifunktionssvänghuvud (B-axel) | Uppsättning | 1 |
| 5. | FH-DGZX-28010/42B2 Elektrisk frässpindel (skärmad svarvfunktion) | PC | 1 |
| 6. | X/Y/Z-axel ihålig kyld kulskruv | PCS | 3 |
| 7. | Fräsning Direktdrivet roterande bord (C-axel) | Uppsättning | 1 |
| 8. | B-axel RCN8380 29-bitars absolutkodare | PC | 1 |
| 9. | C-axel RCN2580 28 bitars absolutkodare | PC | 1 |
| 10. | INA Rulllinjära släden | Uppsättningar | 7 |
| 11. | Spindelvattenkylningssystem | Uppsättning | 1 |
| 12. | Maskinring vattenspray | Uppsättning | 1 |
| 13. | Fem-axligt huvud halvmåne vattenspray, halvmåne blåser | Uppsättning | 1 |
| 14. | Säkerhetsspärrsystem för fram- och sidodörrar | Uppsättning | 1 |
| 15. | Vattentät arbetstunnelbelysning | PCS | 2 |
| 16. | Hydraulisk station | Uppsättning | 1 |
| 17. | Central centraliserad matningssmörjningsanordning | Uppsättning | 1 |
| 18. | Driftsida rengöringsvattenpistol och luftpistol | Uppsättning | 1 |
| 19. | Skärvätskesystem(CTS 25bar) | Uppsättning | 1 |
| 20. | Helt innesluten skyddsplåt | Uppsättning | 1 |
| 21. | Operationslåda | Uppsättning | 1 |
| 22. | Elbox luftkonditionering | Uppsättning | 1 |
| 23. | Siemens elektroniska handratt | PC | 1 |
| 24. | Fotmanövrerad spindelverktygsfrigöringsbrytare | PC | 1 |
| 25. | Maskinens trefärgade ljus | Uppsättning | 1 |
| 26. | 40ST HSK-A63 verktygsmagasin och servo ATC-system | Uppsättning | 1 |
| 27. | X/Y/Z treaxlig absolutvärdesgitterskala | Uppsättningar | 3 |
| 28. | Spiral spånrulle och bakre spåntransportör spånvagn | Uppsättning | 1 |
| 29. | Renishaw OMP60 infraröd sondenhet | Uppsättning | 1 |
| 30. | Renishaw NC4F230 verktygsinställningsenhet | Uppsättning | 1 |
| 31. | Fundamentnivåkuddar och fundamentbultar | Uppsättning | 1 |
| 32. | Teknisk manual | Uppsättning | 1 |
Parameter
| Modell | Enhet | FH135P |
| Resa | ||
| X-axelns rörelse | mm | 1450 |
| Y-axelrörelse | mm | 1450 |
| Z-axelrörelse | mm | 1000 |
| Avstånd från spindelnos till arbetsbordsyta | mm | 160-1160 |
| Horisontellt fräshuvud | mm | 30-1030 |
| Matning/snabba hastighet | m/min | 40 |
| Matningskraft | KN | 10 |
| Roterande bord (C-axel) | ||
| Arbetsbordsstorlek | mm | Ø1400x1300 |
| Max.bordlast (fräsning) | kg | 4000 |
| Fräsbord max.fart | rpm | 50 |
| Minsta delningsvinkel | ° | 0,001 |
| Nominellt vridmoment | Nm | 1330 |
| Maximalt vridmoment | Nm | 2630 |
| CNC svängfräshuvud (B-axel) | ||
| Svängområde (0=vertikalt/180=horisontellt) | ° | -15–180 |
| Snabbgång och matningshastighet | rpm | 50 |
| Minsta delningsvinkel | ° | 0,001 |
| Nominellt vridmoment | Nm | 1050 |
| Maximalt vridmoment | Nm | 2130 |
| Slända | ||
| Spindelhastighet | rpm | 10 000 |
| Spindeleffekt (S1) | Kw | 42/58 |
| Spindelmoment (S1/S6) | Nm | 215/350 |
| Spindel avsmalnande |
| HSKA100 |
| Verktygsmagasin | ||
| Verktygsgränssnitt |
| HSKA100 |
| Verktygsmagasinskapacitet | PCS | 40 |
| Maximal verktygsdiameter/längd/vikt |
| Ø135/300/12 |
| Verktygsbytestid (verktyg till verktyg) | S | 4 |
| Mätinstrument | ||
| Infraröd sond | Renishaw OMP60 | |
| Verktygsdetekteringsinstrument i arbetsområdet | Renishaw NC4F230 | |
| Positionsnoggrannhet (ISO230-2 och VDI3441) | ||
| X/Y/Z positioneringsnoggrannhet | mm | 0,006 |
| X/Y/Z Upprepa positioneringsnoggrannhet | mm | 0,004 |
| B/C positioneringsnoggrannhet |
| 8" |
| B/C Upprepad positioneringsnoggrannhet |
| 4" |
| CNC-styrenhet | ||
| CNC-system |
| Siemens ONE |
Huvudmaskinspecifikationer |Optimal styv strukturkonfiguration
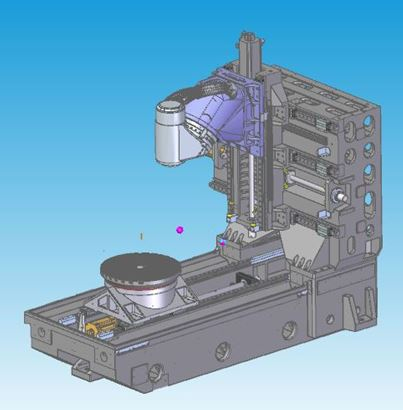
Designfunktioner |Bästa mekaniska trådgjutningsanalysdesign
◆ Termosymmetrisk gjutstruktur av hel boxtyp, med högkvalitativt gjutjärn av Meehanite
◆ Härdande och naturligt åldrande behandling för att eliminera inre stress
◆ Strukturell egenfrekvensvibration eliminerar materialbearbetningsbelastning
◆ Utformningen av kolumn med stor yta och hög styvhet på hela väggen kan effektivt förbättra styvheten och statisk och dynamisk precision
◆Treaxlig ihålig kyldrivning med ledskruv
Elektrisk spindel

Design egenskaper
◆ Enligt egenskaperna hos maskinen, oberoende forskning och utveckling och produktion.
◆ Det avsmalnande hålet på HSK-A100 används i FH135P-modellen.
◆Anta externt kylsystem för cirkulerande kylning, vilket effektivt kan säkerställa appliceringen av elektrisk spindel.
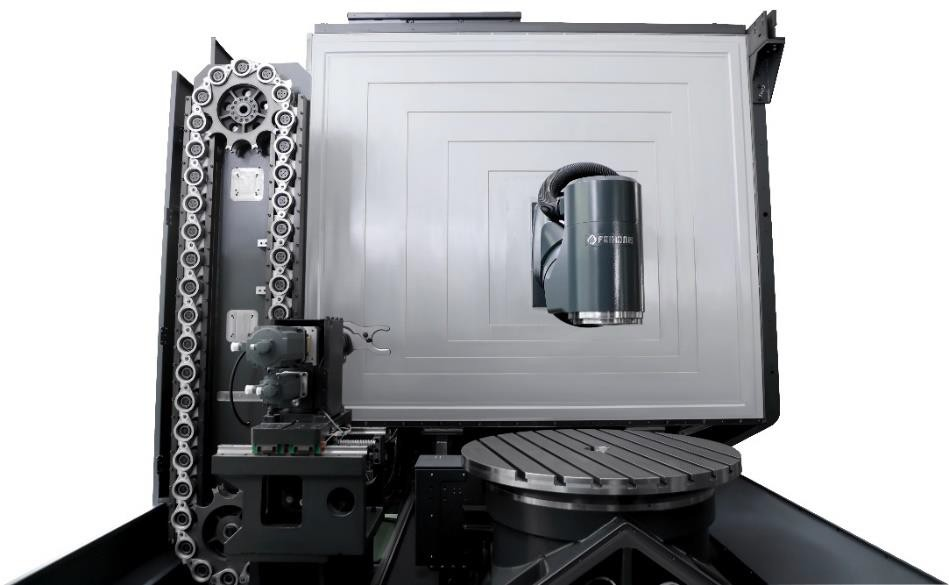
CNC svängfräshuvud (B-axel)

Design egenskaper
◆ Oberoende design och produktion.
◆ Inbyggd DD-motor nolltransmissionskedja utan glappdesign.
◆Höga accelerationsegenskaper.
◆Det kortaste avståndet mellan verktygets nospunkt på spindeln och den strukturella stödpunkten förverkligar skärningens maximala styvhet.
◆Större YRT-lager förbättrar styvheten.
◆ Utrustad med HEIDENHAIN RCN8380-seriens absoluta mätsystem för roterande encoder, helt sluten kretsstyrning, för att säkerställa bästa noggrannhet.
◆B-axelns kylsystemsdesign minskar värmeöverföringen.
Roterande bord (C-axelbord)

Design egenskaper
◆ Oberoende design och produktion.
◆ Inbyggd DD-motor nolltransmissionskedja utan glappdesign.
◆Höga accelerations- och retardationsresponsegenskaper.
◆Större YRT-lager ökar styvheten.
◆ Stort nominellt drivmoment, positionering och bearbetning med bordspositionering och klämanordning
◆ Tillgodose behoven för fräsning, minska arbetsstyckets hantering och förbättra produktens noggrannhet.
◆ Utrustad med HEIDENHAIN högprecisions roterande pulsgivare mätsystem, helt sluten slinga kontroll för att säkerställa bästa noggrannhet.
◆ Kylsystemdesign för att minska värmeöverföringen.
Kontrollsystem

Urvalsfunktioner
◆Välj styrvärden NCU730.3B för femaxlig länkage (se funktionstabellen för detaljer om systemkonfigurationen)
◆Med RTCP-funktion
◆Välj Siemens S120-drivenhet med 3 gånger överbelastningskapacitet och 1FT-seriens motor med höga kinematiska egenskaper
◆Välj TCU30.3+ICP427E som interaktiv HMI-värd, IPC har högre beräkningshastighet och högre lagringsutrymme
Automatiskt verktygsbytessystem
Design egenskaper
◆ Oberoende design och produktion.
◆Verktygsval och verktygsbyte använder servomotor för att styra terminalåtgärden, som är mer stabil och exakt.
◆Kombinerat med verktygshanteringsfunktionen i Siemens ONE, effektivare verktygshantering.
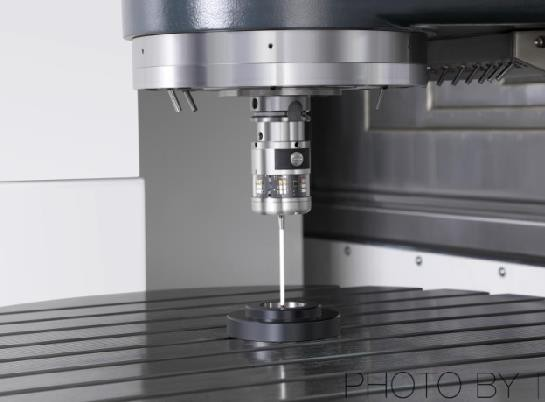
Lyftbar verktygsställare
Design egenskaper
◆ Utrustad med Ransishaw NC4F230R verktygsinställare med högre precision.
◆Automatisk verktygsinställning på maskinen, automatisk uppdatering av verktygskompensation.
◆Verktygsinställningsanordningen kan höjas och sänkas för att spara utrymme på bearbetningsytan.
◆ Helt förseglad plåtdesign för att skydda verktygsställaren från skador av vatten och järnspån under bearbetningen.
Infraröd sond
Design egenskaper
◆ Utrustad med Renishaw OMP60 infraröd sondenhet.
◆ Inriktning av arbetsstycket och storleksinspektion på maskinen kan minska manuella inspektionsfel och förbättra produktens noggrannhet och bearbetningseffektivitet.
◆90 % besparing i assistanstid ombord.
Utseende
Lockdesignen på FH-seriens femaxliga bearbetningscenter uppfyller de strikta CE-säkerhetsnormerna.Den helt täta plåten hindrar operatören från att ta sig in i arbetsområdet av misstag under bearbetningen, och förhindrar samtidigt användningen av högtrycksskärvätska eller spån från maskinen, förutom varningsnamnskylten., Manöverdörren är också utrustad med en säkerhetsbrytare för att förhindra olyckor under drift eller underhåll.Och har ett stort kikfönster, vilket är bekvämt för operatören att förstå driften och bearbetningen av maskinen.
Rengöring
Använd det teleskopiska locket och den skyddande plåten för att skydda spån som genereras under drift, undvika skärstänk och orsaka skada på andra mekanismer
Belysning
Arbetsområdet är utrustat med två LED-lampor, och belysningens belysningsstyrka hålls över 800LUX, vilket ger en lämplig ljus arbetsmiljö för operatören.
Användbarhet
Driftsidan är utrustad med en delad skjutdörr, som ger ett stort öppningsutrymme, vilket är bekvämt för arbetsstycket att fritt lastas och lossas från tre håll med hjälp av kranen.





