GM5X-N 5-axlig CNC-slipmaskin
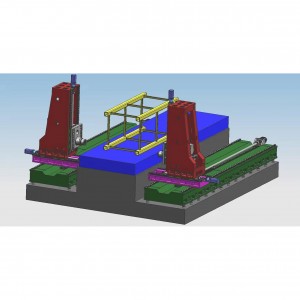
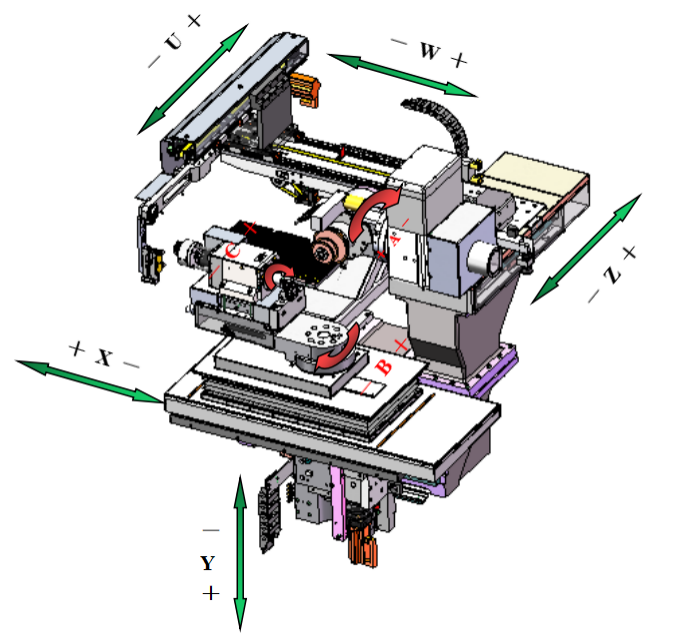
Mett strukturdiagramav maskinen
Tillämpningsomfång
Denna maskin tillverkar ändfräsar och borrar, lämpliga för bearbetning av hårdlegerade och höghastighetstålmaterial.
Verktygstillverkning och omslipningscykler
1. Standard pinnfräsar: spårfräsning, spadback, räfslipning, underkantsslipning, digitalisering, omslipning.
2. Standardborr: slitsning, minskning av ytterdiametern, spetsslipning, digitalisering och slipning.
1. Tekniska specifikationer
| № | Innehåll | Krav | Antal | Enhet |
| 1.1 | Arbetsstyckets mått | |||
| 1.1.1 | Spännlängd | ≤ | 230 | mm |
| 1.1.2 | Klämdiameter | mellan | 2-20 | mm |
| 1.1.3 | Sliplängd | ≤ | 150 | mm |
| 1.1.4 | Slipdiameter | mellan | 0,2-12 | mm |
| 1.2 | Slipspindel | |||
| 1.2.1 | Drivtyp | Exakt | direkt körning | - |
| 1.2.2 | Driva | märkeffekt | 13.6 | kW |
| 1.2.3 | Kyl | Exakt | Olja kyld | - |
| 1.2.4 | Hastighetsreglering av slipskiva | Exakt | Steglös hastighet | - |
| 1.2.5 | Hastighet | mellan | 0-10000 | rpm |
| 1.2.6 | Antal spindelsliphuvuden | Exakt | 2 | st |
| 1.3 | Slipskiva | |||
| 1.3.1 | Diameter | ≤ | 150 | mm |
| 1.3.2 | Max antal slipskivor per spindel | ≤ | 4 | st |
| 1.3.3 | Slipskivor spindeldiameter | Exakt | 25 | mm |
| 1.3.4 | Programstyrd kylvätsketillförsel | Exakt | Ja | - |
| 1.3.5 | Antal kylvätskemunstycken | ≥ | 3 | st |
| 1.4 | Arbetsstyckets klämsystem | |||
| 1.4.1 | Spännsystem | Exakt | Hydraulisk, automatisk | - |
| 1.4.2 | Spännhylsa | Exakt | SCHAUBLIN W20 | - |
| 1.4.3 | Drivtyp | Exakt | direkt körning | - |
| 1.5 | Axelparametrar | |||
| 1.5.1 | Typ | Exakt | linjär | - |
| 1.5.2 | X-axelns rörelse | ≤ | 280 | mm |
| 1.5.3 | Z-axelns rörelse | ≤ | 130 | mm |
| 1.5.4 | Y-axelns rörelse | ≤ | 230 | mm |
| 1.5.5 | XYZ-axelupplösning | Exakt | 0,0001 | mm |
| 1.5.6 | XYZ-axelhastighet | ≤ | 10 | m/min |
| 1.5.7 | A-axelns rörelse | ≤ | 360 | grad |
| 1.5.8 | A-axelupplösning | Exakt | 0,0001 | grad |
| 1.5.9 | A-axelns hastighet | ≤ | 300 | rpm |
| 1.5.10 | B-axelns rörelse | ± | 210 | grader |
| 1.5.11 | B-axelns hastighet | ≤ | 12 | rpm |
| 1.6 | Lastning och lossningssystem | |||
| 1.6.1 | Lastning och lossningssystem | Exakt | Robotarm av fackverkstyp | - |
| 1.6.2 | Antal brickor | Exakt | 2 | st |
| 1.6.3 | Automatisk lastning och lossning av arbetsstyckets diameter | Mellan | 2-12 | mm |
| 1.6.4 | Automatisk lastning och lossning av arbetsstyckets längd | ≤ | 40-200 | mm |
| 1.6.5 | Maximalt antal arbetsstycken | ≤ | 300 | st |
| 1.6.6 | Programvara | Exakt | Ja | - |
| 1.7 | Andra komponenter | |||
| 1.7.1 | Förmåga att upptäcka arbetsstycken på verktygsmaskiner | Exakt | Ja | - |
| 1.7.2 | Centraliserat automatiskt smörjsystem | Exakt | Ja |
|
| 1.7.3 | Trefärgad signallampa | Exakt | Ja | - |
| 1.8 | Frivillig | |||
| 1.8.1 | Utrustning för separering av oljedimma | Exakt | Frivillig | - |
| 1.9 | Kontrollera | |||
| 1.9.1 | Styrsystem | Exakt | NUM-Flexium+68 | - |
| 1.9.2 | Manöverpanel | Exakt | Pekskärm | - |
| 1.9.3 | Digital styraxel | Exakt | Ja | - |
| 1.9.4 | Färgdisplay | Exakt | Ja | - |
| 1.9.5 | Displaystorlek | Exakt | 19 | tum |
| 1.10 | Mjukvarumodul för verktygsslipning | |||
| 1.10.1 | Enkla fräsar | Exakt | Ja | - |
| 1.10.2 | Enkla övningar | Exakt | Ja | - |
| 1.10.3 | Sond automatiskt detekteringsläge | Exakt | Ja | - |
| 1.11 | Elektriska parametrar för utrustning | |||
| 1.11.1 | Spänning | Exakt | 380±10 % | V |
| 1.11.2 | Frekvens | Exakt | 50±10 % | Hz |
| 1.11.3 | Driva | ≤ | 25 | KW |
| 1.12 | Mått | |||
| 1.12.1 | Längd | ≤ | 2 000 | mm |
| 1.12.2 | Bredd | ≤ | 2 800 | mm |
| 1.12.3 | Höjd | ≤ | 2 200 | mm |
| 1.12.4 | Kvalitet | ≤ | 4 750 | kg |
2. Standardkonfigurationslista
| № | Innehåll | Modell | Stämpla | Antal | ||
| 2.1 | Verktygsmaskin | |||||
| 2.1.1 | X-axelkonfiguration | |||||
| 2.1.1.1 | - Skruvstång | Anpassad | NSK | 1 st | ||
| 2.1.1.2 | - Järnväg | 1×MR25-A2-760-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2 st | ||
| 2.1.1.3 | - Optisk skala | LC483-370 | HEIDENHAIN | 1 st | ||
| 2.1.2 | Y-axelkonfiguration | |||||
| 2.1.2.1 | - Skruvstång | Anpassad | NSK | 1 st | ||
| 2.1.2.2 | - Järnväg | 1×MR35-C2-600-20-20-G2-V2+MRK | SCHNEEBERGER | 2 st | ||
| 2.1.2.3 | - Optisk skala | LC483-370 | HEIDENHAIN | 1 st | ||
| 2.1.3 | Z-axelkonfiguration | |||||
| 2.1.3.1 | - Skruvstång | Anpassad | NSK | 1 st | ||
| 2.1.3.2 | - Järnväg | 1×MR25-A2-850-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2 st | ||
| 2.1.3.3 | - Optisk skala | LC483-370 | HEIDENHAIN | 1 st | ||
| 2.1.4 | C-axelkonfiguration | |||||
| 2.1.4.1 | - Vinkelkodare | ECN113 | HEIDENHAIN | 1 st | ||
| 2.1.4.2 | - Direktdriven motor | MSP-1000-2-002-158 | EMB | 1 st | ||
| 2.1.5 | B-axel skivspelare | WDC-C180 | GuTian | 1 st | ||
| 2.1.5 | A-axel skivspelare | WDC-C200L | GuTian | 1 st | ||
| 2.1.6 | Permanent magnet dubbelhuvud elektrisk spindel | Märkeffekt 7,1KW | Chuangyun | 1 st | ||
| 2.1.7 | Tvåaxlig fackverksmanipulator | - | Chuangyun | 1 st | ||
| 2.1.8 | Bricka | 148-LP-D4 | Chuangyun | 2 st | ||
| 2.1.9 | Bricka | 148-LP-D6 | Chuangyun | 2 st | ||
| 2.1.10 | Bricka | 148-LP-D8 | Chuangyun | 2 st | ||
| 2.1.11 | Spännback | D0,5-3,2/D3,0-7,0/D7-13 | Chuangyun | 1 set | ||
| 2.1.12 | V-block med hög precision | (3-5) | Chuangyun | 1 st | ||
| 2.1.13 | V-block med hög precision | (5-7) | Chuangyun | 1 st | ||
| 2.1.14 | V-block med hög precision | (6-12) | Chuangyun | 1 st | ||
| 2.1.15 | Hylsa | D4W20 (80-00004) | SCHAUBLIN | 1 st | ||
| 2.1.16 | Sond | TS150 | HEIDENHAIN | 1 st | ||
| 2.1.17 | Slipstång (lång) | 119×∅31,75×∅96mm | Chuangyun | 1 st | ||
| 2.1.18 | Slipstång (kort) | 87×∅31,75×∅96mm | Chuangyun | 1 st | ||
| 2.1.19 | Luftkonditionering | - | YUEDE | 1 st | ||
| 2.1.20 | Trefärgad signallampa | DC24V | Schneider | 1 st | ||
| 2.1.21 | Flödesmätare | SI5000 | IFM | 1 st | ||
| 2.1.22 | Drivspecifik strömförsörjning | 15KW | NEWCOM | 1 st | ||
| 2.1.23 | Elektromagnetisk ventilgrupp | M4GE280R-CX-E20D-5-3 | CKD | 1 set | ||
| 2.1.24 | X,Y, Z-axel automatiskt smörjsystem | - | Taiwan | 1 set | ||
| 2.2 | CNC-systemkonfiguration | |||||
| 2.2.1 | BOXPC | FXPC004NN1HNR10 | NUM | 1 st | ||
| 2.2.2 | Effektfilter | AGOFIL024A | NUM | 1 st | ||
| 2.2.3 | Effektfilter | AGOFIL001S | NUM | 1 st | ||
| 2.2.4 | Motstånd | AGORES008 | NUM | 1 st | ||
| 2.2.5 | Systemets huvudströmförsörjning | MDLL3015N00AN0I | NUM | 1 st | ||
| 2.2.6 | Servo förare | MDLUX021B1CAN0I | NUM | 4 st | ||
| 2.2.7 | B-axel servomotor | SPX1262N5IA2L02 | NUM | 1 st | ||
| 2.2.8 | A-axelmotor | MDLUX014B1CAN0I | NUM | 1 st | ||
| 2.2.9 | Y-axel servomotor | SPX0751V5IF2L02 | NUM | 1 st | ||
| 2.2.10 | X/Z-axel servomotor | MDLUX014B1CAN0I | NUM | 2 st | ||
| 2.2.11 | U/W-axel servodrivrutin | SPX0952N5IA2L02 | NUM | 2 st | ||
| 2.2.12 | V-axel servomotor | MDLUX014B1CAN0I | NUM | 1 st | ||
| 2.2.13 | Kopplare | SPX0751V5IA2L02 | NUM | 1 st | ||
| 2.2.14 | Input | SPX0751V5IA2L02 | NUM | 2 st | ||
| 2.2.15 | Produktion | EK1100 | NUM | 2 st | ||
| 2.2.16 | Analog ingångsmodul | CTMT1809 | NUM | 1 st | ||
| 2.2.17 | Terminator | CTMT2809 | NUM | 1 st | ||
| 2.2.18 | Manöverpanel | CTMT3162 | NUM | 1 st | ||
| 2.2.19 | NCK | CTMT9011 | NUM | 1 st | ||
| 2.2.20 | NCK | FXHE02ARE2HE000 | NUM | 1 st | ||
| 2.2.21 | NCK | FXP2101200 | NUM | 1 st | ||
| 2.2.22 | NCK | FXSO200061 | NUM | 1 st | ||
| 2.2.23 | NCK | FXSV994100 | NUM | 1 st | ||
| 2.2.24 | NCK | FXSO100006 | NUM | 1 st | ||
| 2.2.25 | NCK | FXSO100008 | NUM | 1 st | ||
| 2.2.26 | NCK | FXSO100375 | NUM | 1 st | ||
| 2.2.27 | NCK | FXSO100392 | NUM | 1 st | ||
| 2.2.28 | NCK | FXPA000586 | NUM | 1 st | ||
| 2.2.29 | NCK | FXSW282122 | NUM | 1 st | ||
| 2.2.30 | NCK | FXSW282124 | NUM | 1 st | ||
| 2.2.31 | NCK | FXSO100012 | NUM | 1 st | ||
| 2.3 | Standardkonfiguration av verktygsslipprogramvara | |||||
| 2.3.1 | Enkel fräs | Chuangyun egenutvecklad | 1 st | |||
| 2.3.2 | Enkel borr | Chuangyun egenutvecklad | 1 st | |||
| 2.3.3 | 3D-kollisionskontroll med 3D-maskinsimulering | Chuangyun egenutvecklad | 1 st | |||
| 2.3.4 | 3D verktygssimulering | Chuangyun egenutvecklad | 1 st | |||
| 2.3.5 | Sond automatisk detektering | Chuangyun egenutvecklad | 1 st | |||