






CNC Heavy-duty bro 5-axlig GMH-2245-Z



Introduktion av 5-axlig maskin
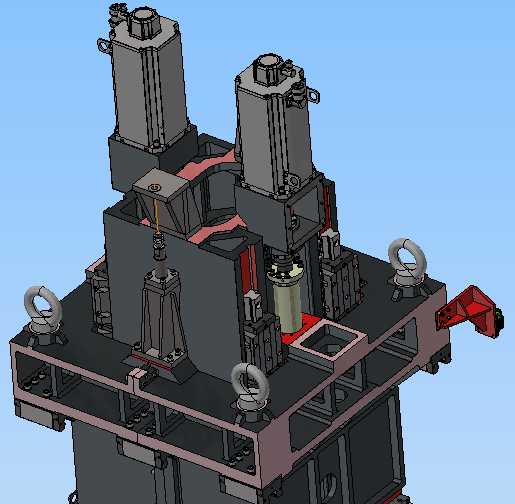
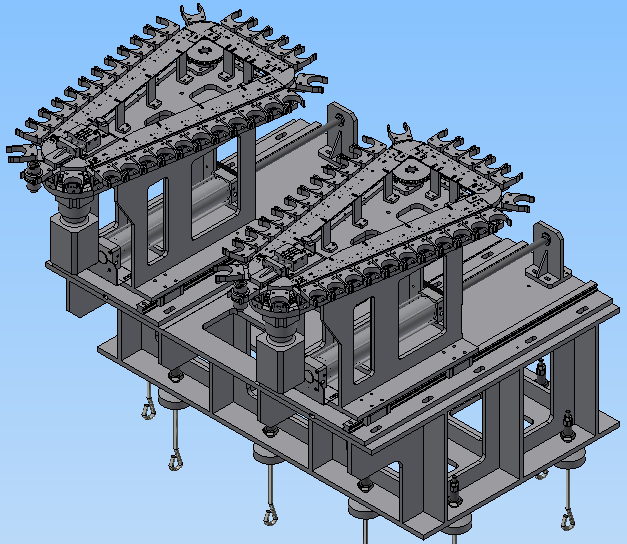
Heavy-duty bryggtyps-bearbetningscenter med fem axlar, den övergripande layouten antar en förhöjd bryggtypstruktur, den övergripande termiska symmetrin och spindelsystemet box-in-box-struktur, vilket löser problemet med den traditionella brotypen höghastighets femaxligt portalbearbetningscenter. Kolven antar sidan som hänger på balken för att designa spindeln. Fenomenet med löpande centrum kan minimera den termiska förskjutningen som orsakas av förändringen av omgivningstemperaturen i verkstaden och förbättra maskinens bearbetningsnoggrannhet; och denna termiskt symmetriska design gör maskinen mindre mottaglig för tuffa miljöer.
Med femaxligt fräshuvud med hög precision, antar huvudaxeln höghastighets dubbelsvänghuvud, vilket kan realisera högpresterande fräsning och höghastighetsfinish under femaxligt länkage, och kan realisera exakt kontroll av bearbetningsformen, med hög effektivitet, hög precision, stabilitet och tillförlitlighet.
Högt spindelvarvtal, hög precision och god precisionshållning, fettsmörjning, forcerad cirkulationskylning.
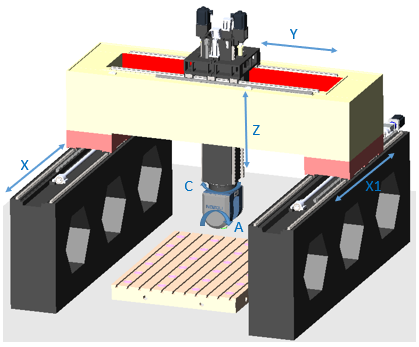
Huvudaxlarna för den tunga brotypens femaxliga portalbearbetningscenter är uppdelade i linjära axlar X-axel, Y-axel, Z-axel, roterande axel C-axel, A-axel. , bearbetning av djupborrning, hålrumsfördjupning och avsmalning på komplexa ytor, såväl som problemet med effektiv och högkvalitativ bearbetning av specialformade komplexa delar.

Rörelsestrukturen är lätt, vilket minskar drivbelastningen för kulskruven, minskar slitaget på kulskruven och linjär styrning och förbättrar på motsvarande sätt noggrannheten;
Viaduktstrukturen ökar också styvheten hos den bärande delen av maskinen, vilket mycket väl kan undvika att fenomenet med skakningar lätt uppstår när strålen rör sig snabbt och spindeln rör sig med hög hastighet;
Kombinerat med det dubbelarmade AC-huvudet med fem axlar, kan den permanentmagnetiska motormekanismen med högt vridmoment uppfylla de högsta kraven på noggrannhet, kraft och dynamiskt svar, ta bort mekaniska transmissionskomponenter, enkelt underhåll, hög tillgänglighet och mindre struktur.
A-axelns rotationsintervall är ±110° och C-axelns rotationsintervall är ±270°, vilket perfekt realiserar den vertikala och horisontella omvandlingen;
Produktens bearbetningsnoggrannhet når 5μ; den kan bearbeta material såsom titanlegering; den tekniska nivån är nära den internationella ledande;
I kombination med vinkelkodaren med helt sluten slinga med hög repeterbarhet kan positioneringsnoggrannheten för A- och C-axlarna nå ±5 bågsekunder, och repeterbarheten för A- och C-axelns positionering kan nå ±3,5bågsekunder, vilket inte bara realiserar hög -precisionsbearbetning, men undviker också komplexa vinklar. Felsökningsinställningar.
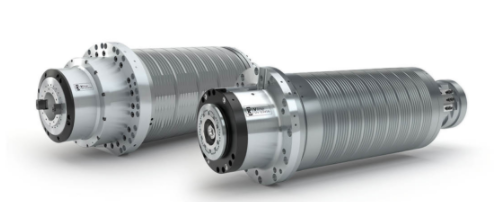
Dubbelarmat femaxligt huvud
Det femaxliga portalbearbetningscentret kan utrustas med tre olika motoriserade spindlar: hög, medium och låg. Den maximala hastigheten kan nå 18000rpm, spindeleffekten är 35KW och det maximala vridmomentet kan nå 118Nm. Verktygshållaren är HSK-A63; verktyget stöds hydrauliskt, och verktygsklämsystemet har en stor hållkraft; det långa verktyget har vatten från centrum av spindeln för att kyla bearbetningspunkten, vilket ytterligare förbättrar bearbetningsnoggrannheten; skärkraften är stor, skäreffektiviteten är hög, bearbetningstiden är kort och produktionsenergieffektiviteten är bra, täcker i princip alla marknadsbehov!

Dubbelarmat femaxligt huvud smält med permanentmagnet motormekanism med högt vridmoment;
Med högprecisionsvinkelkodare;
Och en mycket känslig mekanism för passivt klämsystem;
Det femaxliga huvudet med en solid och stabil övergripande gaffelstruktur har en kompakt struktur, bra styvhet och utmärkt flexibilitet;
Det löser perfekt de många felsökningar och fastspänningar som krävs för att flytta om arbetsstycket i komplexa vinklar och minskar positioneringsfelet. Den är lämplig för produkter med komplexa delars form och höga precisionskrav. Det kan slutföra bearbetningen av krökta ytor i olika vinklar i en fastspänning och förbättra produktionseffektiviteten. Personlig konfiguration, modulär design med hög precision, för att uppnå rika expansionsfunktioner.
För att förbättra prestandan hos det dubbelarmade AC femaxliga huvudet och få det att fungera mer vetenskapligt och flexibelt, antas ett kompakt design, högkänsligt passivt klämsystem. Den passiva qigongklämman med stor arbetskraft har en säkerhetsgarantifunktion. När arbetslufttrycket försvinner av någon anledning kommer det att gå in i klämlåstillståndet, vilket undviker problemet med maskinfel och kollision under bearbetning och kan bättre skydda utrustningen och undvika onödiga förluster. , och den totala systemkostnaden är lägre. AC-axeln har hög stabilitet, A-axelns klämkraft kan nå 1680Nm och C-axelns klämkraft kan nå 2040Nm, vilket perfekt realiserar högprecisionsbearbetning.

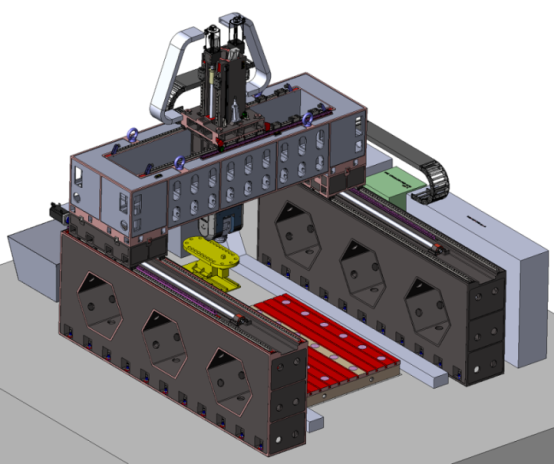
Den kraftiga bryggmaskinen med fem axlar av brotyp inkluderar: arbetsbordet, pelaren, balken, glidsätet, sadeln och kolven är gjutgods för att säkerställa tillräcklig bearbetningsstyvhet. För hög skärhastighet, bra skärtillstånd, hög metallborttagningshastighet, liten spänning som genereras av skärning av arbetsstycket och god ytkvalitet på arbetsstycket;
Snabb rörelsehastighet, mindre hjälptid som krävs, utrustad med dubbelarmat femaxligt huvud, engångsklämning, flervinkelbearbetning, krökt ytbearbetning, strömlinjeformad bearbetning.
Hela maskinen är omgiven av skydd, maskinen har automatisk spånborttagningsfunktion och är utrustad med vattenkylningsfunktion. Maskinen har vackert utseende, bekväm drift och underhåll.
X-axel
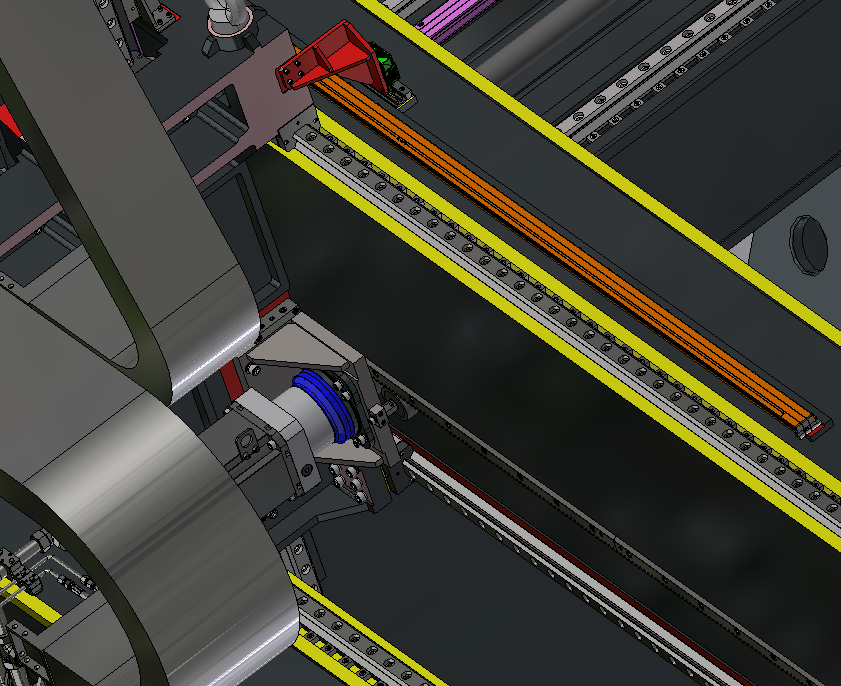
X-axels styrskena form: Pelaren är utrustad med fyra 55 mm kraftiga linjära rullskenor. Det kan uppfylla de höga kraven på styvhet och styrka för portalramen och kan också uppfylla de tekniska fördelarna med liten friktionskoefficient, snabb rörlig hastighet och lång livslängd; smörjmetod: fettsmörjning; järnvägsmärke: tyska INA eller liknande märken;
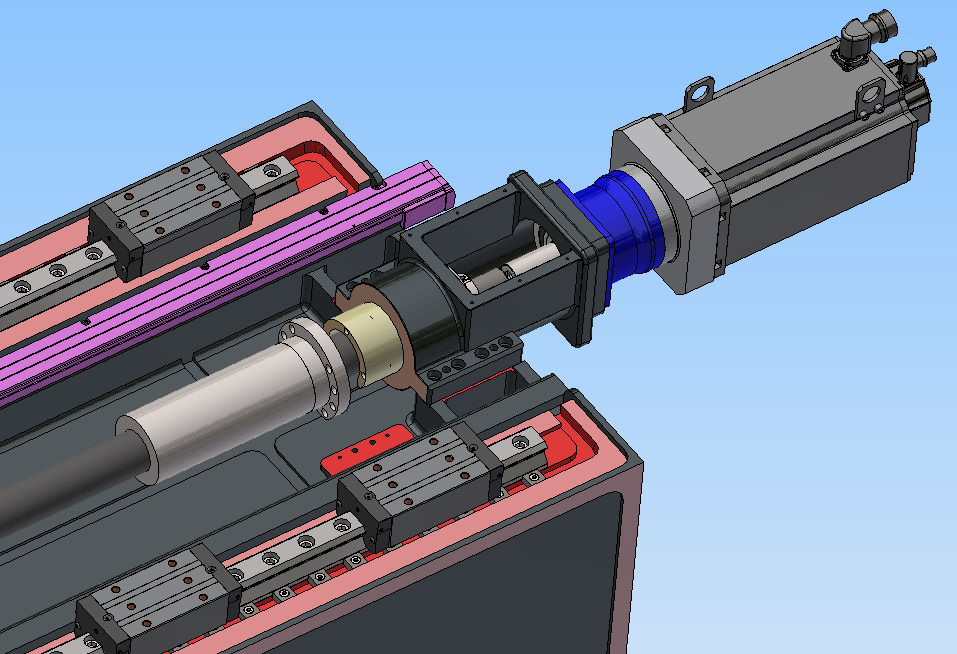
X-axelöverföring: Efter att AC-servomotorn har bromsats, driver den precisionskulskruven med en diameter på 63 mm att rotera för att realisera den främre och bakre matningen av sliden; Smörjmetod: fettsmörjning; Skruvmärke: tjeckiska KSK eller samma märke;
Utrustad med dubbel högprecision gallerlinjal med helt sluten slinga; gallerlinjal märke: Spanien FAGOR eller Tyskland HEIDENHAIN;
Räckesskydd: Skölden för håligheten i läder används som skydd för att förhindra att främmande föremål kommer in i och förorenar styrskenan. Skölden har vackert utseende och rimlig struktur.
Y-axel
Y-axelns styrskena: pelaren är utrustad med fyra 55 mm kraftiga linjära rullskenor. Det kan uppfylla de höga kraven på styvhet och styrka för portalramen och kan också uppfylla de tekniska fördelarna med liten friktionskoefficient, snabb rörlig hastighet och lång livslängd; smörjmetod: fettsmörjning; järnvägsmärke: tyska INA eller liknande märken;
Y-axeldrivning: AC servomotor används för att driva kuggstångsväxellådan efter retardation, för att realisera sadelns vänstra och högra rörelse; Smörjmetod: Fettsmörjning; Rackmärke: German Alpha eller samma märke;
Utrustad med hög precision gallerskala med sluten slinga; märke för gallerskala: Spanien FAGOR eller Tyskland HEIDENHAIN;
Räckesskydd: Skölden för håligheten i läder används som skydd för att förhindra att främmande föremål kommer in i och förorenar styrskenan. Skölden har vackert utseende och rimlig struktur.
Z-axel
Z-axelns styrskena: pelaren är utrustad med fyra 55 mm kraftiga linjära rullskenor. Den kan uppfylla Z-axelns hållfasthetskrav och kan uppfylla de tekniska fördelarna med liten friktionskoefficient, snabb rörlig hastighet och lång livslängd; Smörjmetod: fettsmörjning; Järnvägsmärke: tyska INA eller liknande märken;
Z-axeltransmission: AC servomotor används för att driva precisionskulskruven med en diameter på 50 mm för att rotera för att realisera lyftet upp och ner av kolven; smörjmetod: fettsmörjning; skruvmärke: tjeckiska KSK eller liknande märken, utrustade med dubbla kvävebalanscylindrar , balanserar det mesta av vikten av de rörliga delarna;
Utrustad med hög precision gallerskala med sluten slinga; märke för gallerskala: Spanien FAGOR eller Tyskland HEIDENHAIN;
Räckesskydd: Skölden för håligheten i läder används som skydd för att förhindra att främmande föremål kommer in i och förorenar styrskenan. Skölden har vackert utseende och rimlig struktur.
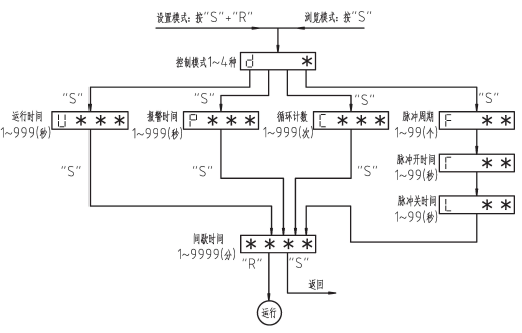
CNC-systemkontroller: Heidenhain TNC640
Hydraul och smörjsystem
Smörjsystem; denna maskin antar gruppoberoende oljeförsörjningsteknik
(1) En uppsättning oberoende automatiska oljetillförsel- och smörjsystem används för X-, Y-, Z-axelstyrskena, ledskruv och kuggstång. Skruvlagret är fettsmord. Märke: Nanjing Bechier
Hydrauliskt system
(1) Denna maskin är utrustad med ett oberoende hydraulsystem.
(2) Maskinen är utrustad med en separat hydraulisk pumpstation, och det hydrauliska systemet är utrustat med ett antal säkerhetsövervakningsanordningar såsom oljenivålarm, temperaturlarm, larm för backflödesblockering och lägsta arbetstrycklarm för att säkerställa att maskinen fungerar under olika säkra förhållanden. , förbättra säkerhetsskyddet för operatörer.
(3) Hydraulstationsmärke: Dezhiyi Hydraulic

Verktygsmagasin
Horisontellt verktygsmagasin - tvåvägs framåt och bakåt godtyckligt - 32T verktygsmagasinsmärke: Taiwan-finansierat företag Desu/Okada eller liknande märken
Spåntransportör
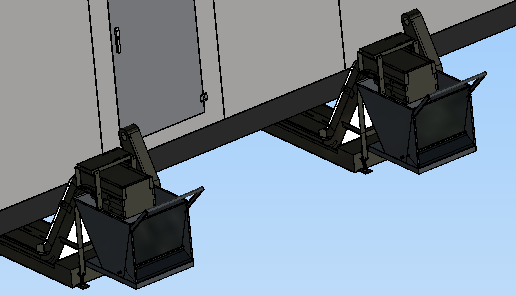
Spåntransportörer av kedjeplattatyp är installerade på båda sidor av arbetsbordet, och gropar är installerade i fundamentet, vilket har god läckageförebyggande effekt;
Spåntransportörerna på båda sidor av bearbetningsområdet transporterar snabbt järnspånen som genereras av höghastighetsbearbetning till lyftspåntransportören, vilket minskar den termiska deformationen och deformationen av maskinen och säkerställer maskinens noggrannhet och stabilitet;
Teknisk information
| MODELL | GMH-2245-Z |
| Arbetsbordsstorlek (mm) | 2200*4000 |
| X-axelrörelse (mm) | 4500 |
| Y-axelrörelse (mm) | 2500 |
| Z-axelrörelse (mm) | 1500 |
| Gantry bredd (mm) | 3400 |
| Spindeländyta - arbetsbordsavstånd (mm) | 150-1150 |
| Spindelhastighet (rpm) | 18 000 |
| Spindelhållare | HSK-A63 |
| C-axelns rotationsområde (°) | ±270° |
| A-axelns rotationsområde (°) | ±110° |
| Arbetsbänksbelastning (t/m2) | 5 |
| arbetsflöde (m/min) | 20/20/20 |
| Snabbmatning (m/min) | 40/40/40 |
| Effekt (kw) | 35(S1)/43,8(S6 40%) |
| Vridmoment (Nm) | 95(S1)/118(S6 40%) |
| X/Y/Z positioneringsnoggrannhet (mm) | 0,030/0,025/0,025 |
| A/C positioneringsnoggrannhet (mm) | ±5 |
| X/Y/Z repeterbarhet (mm) | 0,015/0,010/0,010 |
| A/C repeterbarhet (mm) | ±5 |
| Verktygsmagasin | 32 |
| CNC-system | HEIDENHAIN TNC640 |
Standardkonfiguration
| Siemens 840Dsl CNC-system | Tyskland |
| X, Y, Z matar servomotorer | HEIDENHAIN Tyskland |
| XYZ Servo Drive | HEIDENHAIN Tyskland |
| AC Servospindelmotor | HEIDENHAIN Tyskland |
| Femaxligt femlänkshuvud | Shanghai |
| Kulskruv | HIWIN eller motsvarande märke |
| Linjär rullstyrning | HIWIN eller motsvarande märke |
| Varje axelskruvlager | Japan NSK eller motsvarande märke |
| Koppling | Taiwan eller motsvarande märke |
| Spiralskärare | Shanghai |
| maskinstyrskena skydd | Shanghai |
| Oljepump och centraliserat smörjsystem | Proton eller SKF eller motsvarande |
| Närhetsbrytare, mellanrelä | Omron/Schneider eller motsvarande |
| handpulsgenerator | Systemleverantör utsedd tillverkare/eller motsvarande varumärke |
| Axel | INNA eller motsvarande |
| maskin stor gjutning | Shanghai |
| maskinplåt yttre skydd | Shanghai |
| maskinankarbultar, horn komplett set | Shanghai |
| Hydrauliskt system | känd i Kina |
| Arbetsljus och varningsljus | känd i Kina |
| Spindelcylinderbalansmekanism | känd i Kina |
| Spindelkylsystem och vattenförsörjningssystem | känd i Kina |
| Vanliga underhållsverktyg | känd i Kina |
| Mekanisk bruksanvisning |
|
| Elektrisk bruksanvisning |
|
| Certifiering |
|
| Packlista |
|
| Elschema |
|
| Systemdriftsmanual |
|
| Systemunderhållsmanual |
|
| Systemparametermanual |
|
| Systemets fabriksparametertabell |
|
| Grundritning | Tillhandahålls efter att avtalet träder i kraft |
| Kontrollbox temperaturregulator manual |
|
Tack för din uppmärksamhet!





