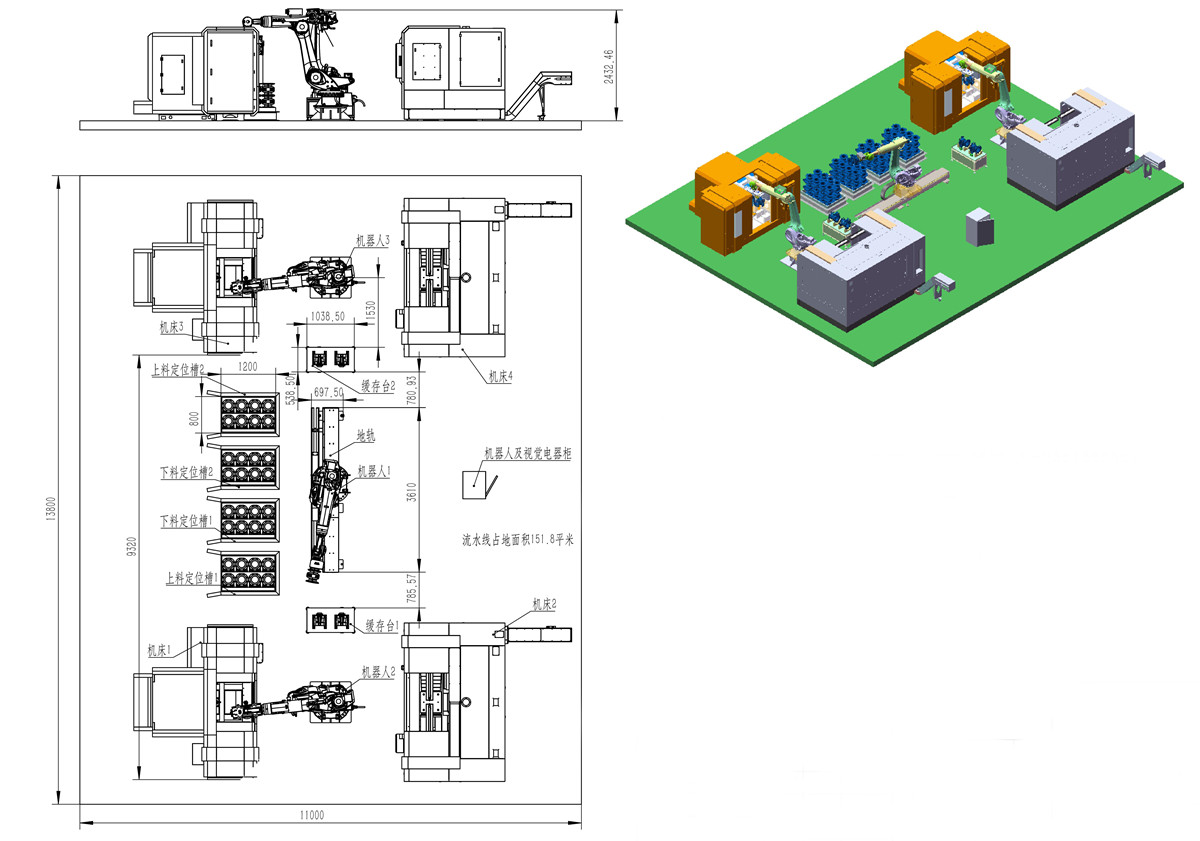
Produktionslinje för mjuk grindventil
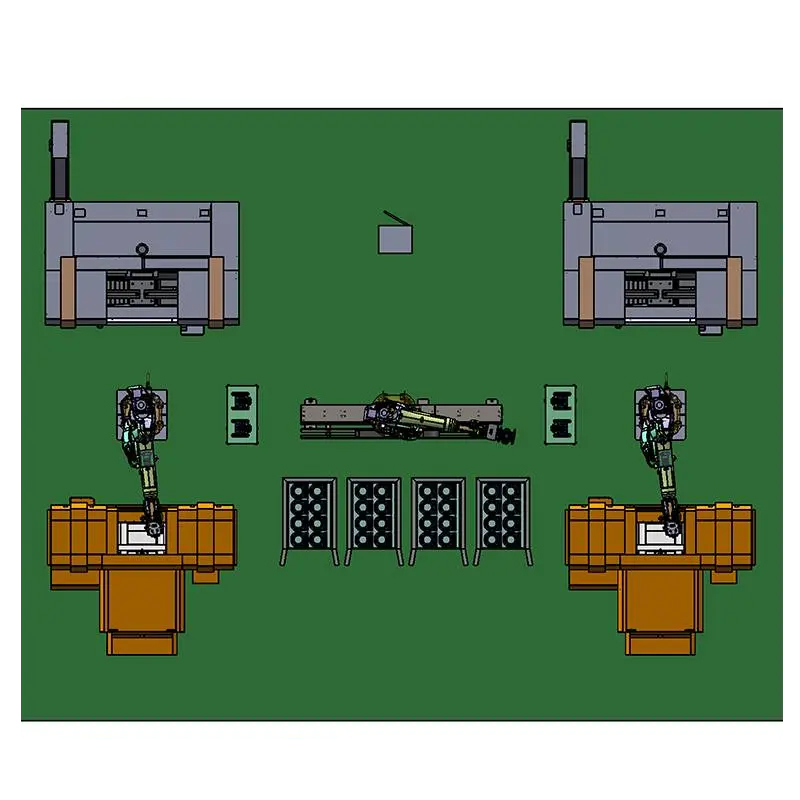
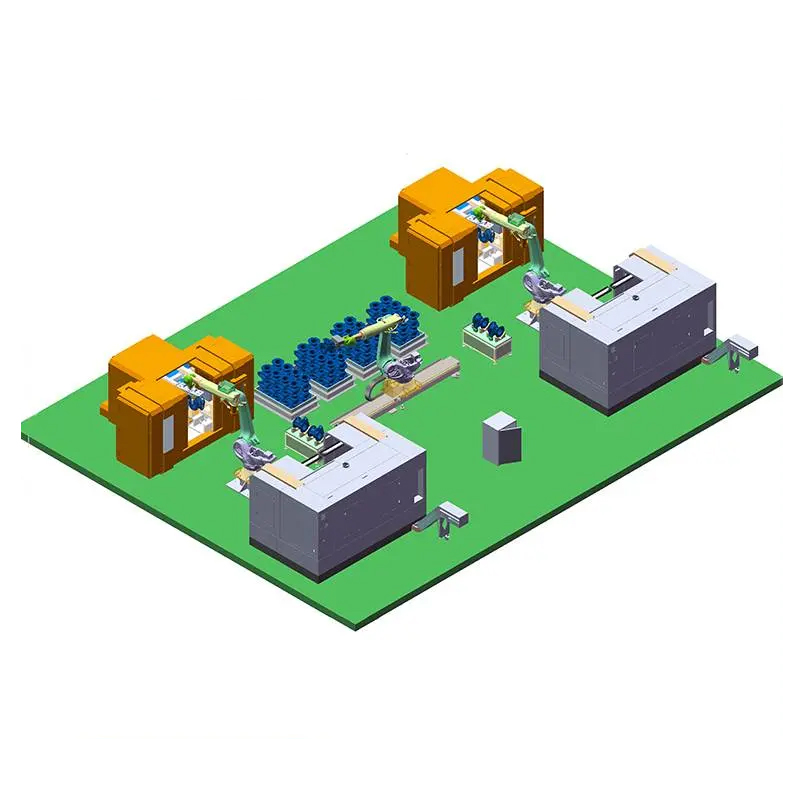
1. Operatören placerar pallen full av ventilkroppsarbetsstycken i lastningspositioneringsplatsen 1 och lastningspositionen 2 för positionering och placerar det tomma magasinet i lastningspositionen 1 och lossningspositioneringsplatsen 2 för positionering.
2. Kameran på roboten 1 skannar arbetsstycket på pallen i utfodringspositioneringsplatsen 1 för att exakt placera arbetsstycket, och arbetsstycket 1 är klämt och placerad i positioneringsarmaturen på bufferttabellen 1.
Samtidigt greppar det det bearbetade arbetsstycket 3 (roboten 2 har just tagit det från maskinverktyget 2), flyttar till lossningspositioneringsplatsen 1 och placerar den snyggt i pallen efter behov.
Kameran på robot 1 skannar arbetsstycket på pallen i utfodringspositioneringsplatsen 2 för att exakt placera arbetsstycket, och arbetsstycket 4 är klämt och placerat i positioneringsarmaturen på bufferttabellen 2.
Samtidigt greppar det det bearbetade arbetsstycket 6 (roboten 3 har just tagit det från maskinverktyget 4), flyttar till lossningspositioneringsplatsen 2 och placerar den snyggt i pallen efter behov.
3. Robot 2 klämmer på arbetsstycket 1 från bufferttabellen 1 och går till maskinverktyget 1, greppar det färdiga arbetsstycket 2 och klämmer fast arbetsstycket 1, körs till maskinverktyget 2, greppar det färdiga arbetsstycket 3 och klämmer arbetsstycket 2 och körs till bufferttabellen 1. Placera arbetsstycket 3. Robot 2 slutför cykeln.
4. Robot 3 greppar arbetsstycket 4 från bufferttabellen 2 och körs till maskinverktyget 3, greppar det färdiga arbetsstycket 5 och klämmer på arbetsstycket 4, körs till maskinverktyget 4, greppar det färdiga arbetsstycket 6 och klämmer arbetsstycket 5 och körs till bufferttabellen 2. Placera arbetsstycket 6. Robot 3 slutför cykeln.